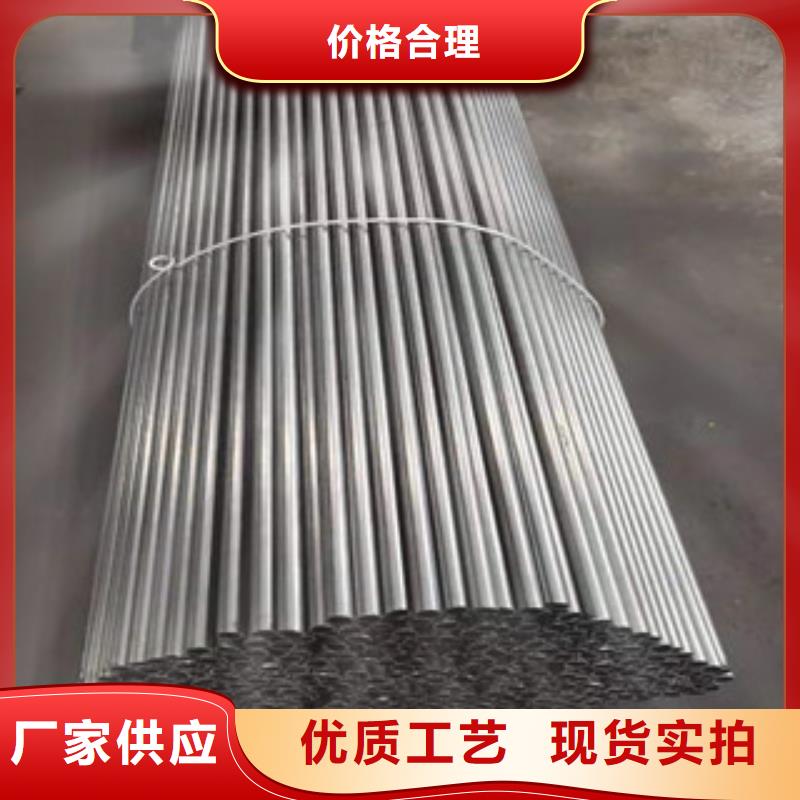

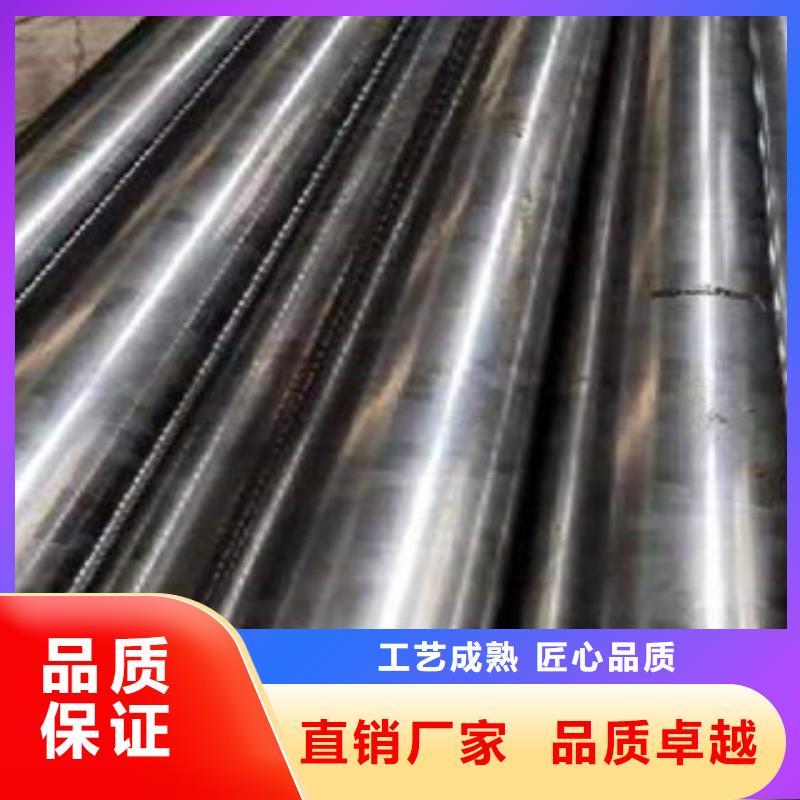

一分钟的时间,对于了解我们的Q345D外圆内六角钢管产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:Q345D外圆内六角钢管的图文介绍

江泰钢材有限公司地处将官屯工业园,地理位置优越,此处交通便利,本公司专业生产 云南普洱20CrMoTi精密钢管。 公司的经营战略:树立长期发展和竞争意识,在创造公平竞争环境,鼓励竞争的前提下以客为尊,制定适应客户的市场策略。公司的品质方针:站在客户立场监控产品质量,以客户满意的产品为宗旨。公司的服务宗旨:以诚信为本!为客户提供长期品质稳定的货源及发展上的支持,使客户经营综合效益得到提高,在合作中建立“双赢”的发展目标。公司精神: 重视沟通、协商、合作、不断创新、服务 ,公司有完善的网络销售平台,一批年轻、充满朝气、诚信、务实的销售团队,赢得了海内外客户的信任与支持。


采用焊缝间隙控制装置来保证焊缝间隙满足精密钢管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精密钢管焊接,从而获得稳定的精密钢管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。



挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。精密管的焊接工艺。工艺:精密管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。


精密管去产能的方式和方法是多样性的,对于精密管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话精密管行业才能够获得更好地发展,不然的话精密管行业是不能更好地进行发展的。在治理产能过剩的时候精密管是去产能的主题,要不断地进行淘汰去产能的力度和各种的市场行情对于精密管去产能的发展是更加的方便的,因此对于厂家而言要不断地进行技术的创新,政策也是要进行进一步的发展和扶持的。 精密管去产能的为有效的捷径就是要进一步的进行企业之间的兼并和重组,处理厂家之间的各部分的之间的利益的关系,妥善处理好厂家员工下岗工人的就业和创业问题。目前,整个精密管厂家而言都是有负债的出现的,要好好地进行处理各个方面的利益关系,搞好各个部分的发展的


