
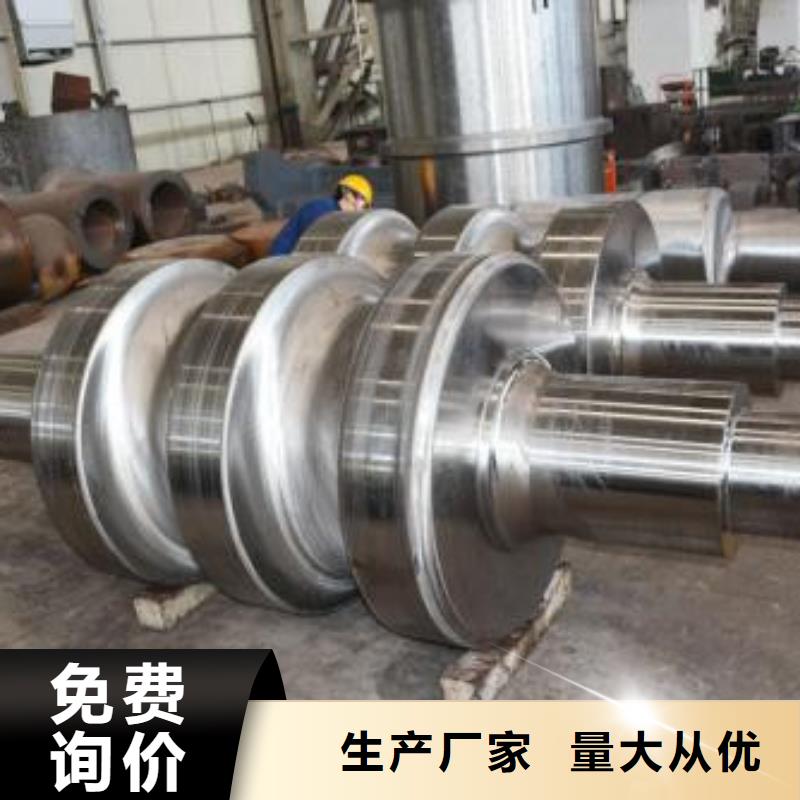




离心铸造高速钢轧辊工艺的流程:
1、冶炼时,外层高速钢在中频炉中熔炼,选用优质合金料和钢铁料进行熔炼。Nb、W、V铁先破碎再入炉。分两次冶炼, 次加95%,第二次添加余料,并进行调。出钢时包底加入变质剂变质,以细化基体和碳化物。中间层材料和芯部材料在工频炉冶炼,特别是芯部材料球墨铸铁铁水在出炉时,在胞内加入适量的球化剂和孕育剂进行球化、孕育处理,以保证轧辊辊颈的力学性能。
2、浇注时,浇注外层高速钢钢水时应选择较大的重力系数,同时辊模温度应尽量低,钢水的浇注温度也尽可能低。等钢水在旋转的辊模中凝固后,再浇注中间层金属液。中间层凝固后停机,合箱浇入芯部铁水。浇注中可采用玻璃保护渣。


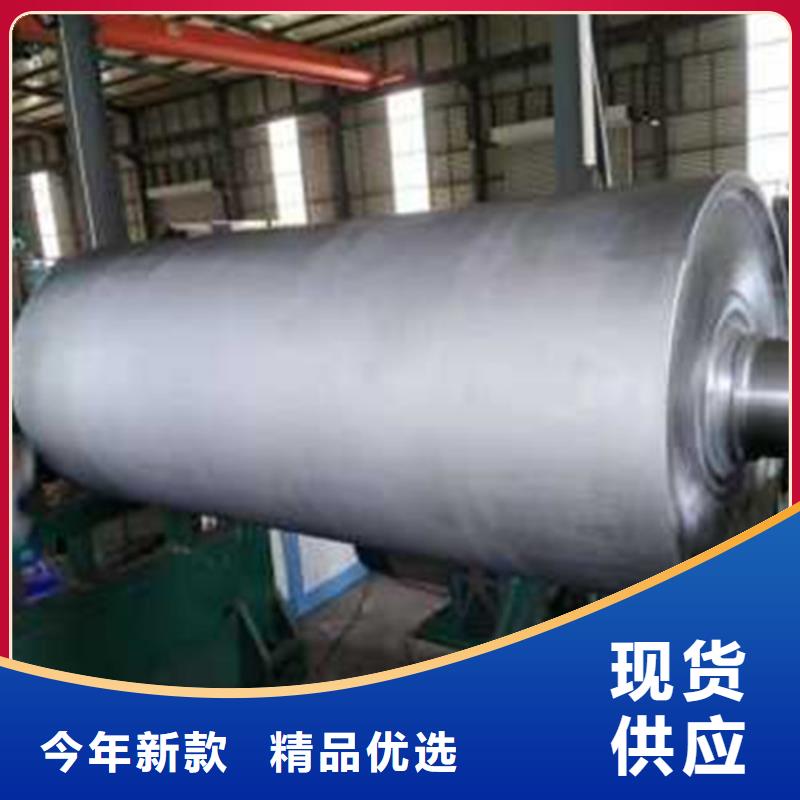
铸钢系轧辊可分为两类:钢轧辊(含碳量0.4-1.4%)和半钢轧辊(含碳量1.4-2.4)钢轧辊含碳量低,故硬度较低,其组织一般由铁素体和珠光体组成,随着含碳量增加,铁素体量减少,珠光体量增加。为提高硬度,可加入Cr、Ni、Mo等合金元素,或者进行特殊热处理,由于钢轧辊具有高的抗拉强度和韧性,适用于轧制温度高、轧制载荷大的开坯轧机或初轧机,也可用做支撑辊。如进行特殊热处理,得到HS90以上的高硬度,亦可用做冷轧工作辊。
半钢轧辊含碳量在铸钢辊和铸铁辊之间,其组织主要由珠光体构成,并含有一定的碳化物,因此,其强度比铸钢轧辊稍高,比铸铁轧辊低,其硬度比一般铸钢轧辊高半钢轧辊的主要特点是内部硬度降落很小,因此,特别适用于制造深孔型轧辊,



云南普洱不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管技术创新是企业生命活力的源泉,人才是企业立足之本,是企业技术创新的核心,建立和完善技术创新机制和激励机制,鼓励和发挥技术人员的积j i性,加大 云南普洱不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管产品开发力度,新物通物资有限公司将一如既往的坚持诚信为本,守法经营,求实创新,团结奋进的企业精神,努力开拓,锐意进取。热忱欢迎你来电、来函、来人洽谈业务,共谋发展。

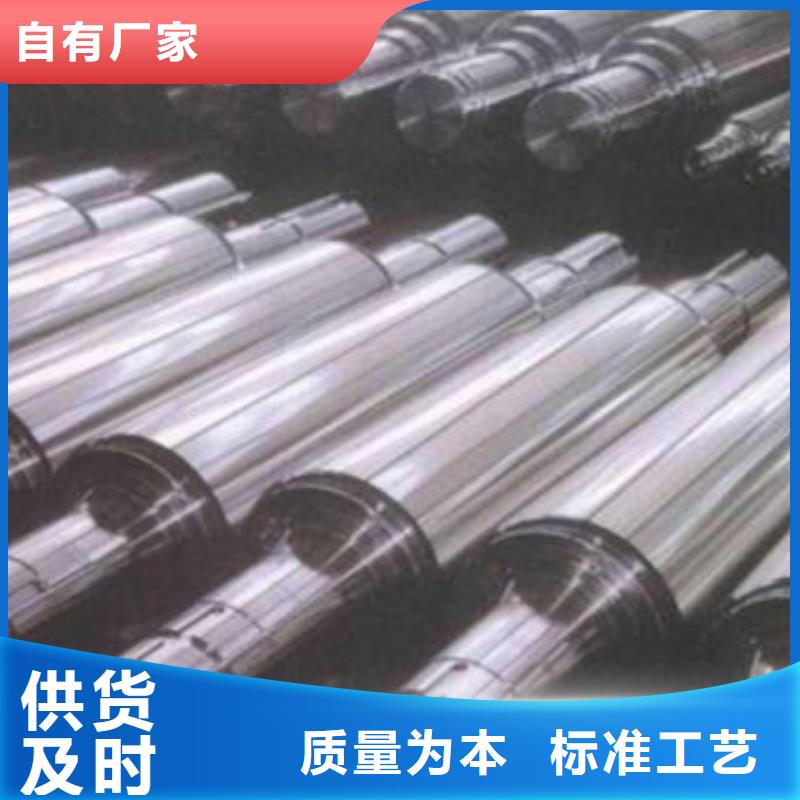
4)液态金属电渣熔接法(ESSLM)。1996年,乌克兰ELMET轧辊公司开发了液态金属电渣熔接法制造高速钢复合轧辊新工艺,它是在CPC法的基础上加上电渣净化的一种新的轧辊制造方法。用ESSLM法制造轧辊时,其外层是在特殊设计的导电水冷铜结晶器中凝固形成的,结晶器不仅使浇入的外层钢水凝固,同时也作为电渣过程中非自耗电极。复合过程开始时,先将作为高速钢轧辊芯部的芯轴插入结晶器中,并与其同轴。轴的外表面和结晶器的内
表面的间隙决定轧辊外层厚度。然后将在另外的熔化装置中熔化的渣液浇入结晶器和芯轴的间隙中,渣液形成渣池,它的热量将芯轴表面预热。然后再浇入外层高速钢水,可连续浇入,也可按预先设定的程序浇入。钢水将熔渣上浮,同时在通过渣池时被渣精炼。

