


一分钟的时间,对于了解我们的mpp电力管价格优惠专业设计产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:mpp电力管价格优惠专业设计的图文介绍

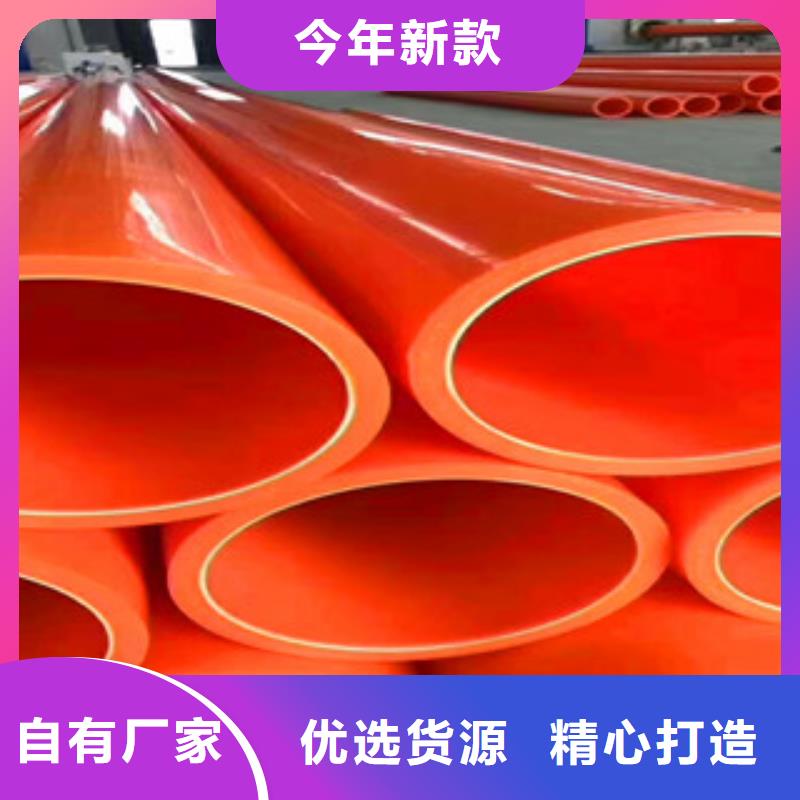
恒塑管道有限责任公司是生产 贵州六盘水钢丝网架复合管的专业厂家,我公司本着“质量di yi,服务至上”的经营宗旨,重视科技创新,始终认为:科学技术是di yi生产力。本公司拥有一批高技术、高素质的员工队伍,以对产品高度认真负责的态度,精益求精、一丝不苟的工作作风,地出色完成客户对我们的要求,我公司生产的 贵州六盘水钢丝网架复合管受到用户一致好评。
本厂坚持“服务客户、产品稳定”的原则,不断吸收国内外同类产品的优点,力求在质量与外观质量满足客户,使产品更适应市场需求。我们将一如既往地以较好的产品质量、良好的售后服务,与您携手共创美好明天!


c)壁厚用精度为0.02mm的游标卡尺分别在导管两端垂直对称位置各测量4点,取平均值。d)长度用精度为1mm的钢卷尺进行测量。e)弯曲度采用拉线方法测量,沿中心轴线方向紧贴导管两端部表面拉紧拉线,用精度为0.5mm的钢直尺测量管体中部与拉线的缝隙。
5.5压扁试验从导管上取长度为(30010)mm的管段试样,试样两端应切割平整并与轴线垂直,将试样水平放置在试验机的上下平板之间,以(102)mm/min的速度压缩式样,加荷至试样垂直方向的变形量为试样原平均内径的50%时立即卸荷,观察试样是否出现裂缝或破裂。
5.3密度按GB/T1033.1中方法A试验。5.4环刚度(3%)(常温)从导管上取长度(30010)mm的管段试样,试样两端应切割平整并与轴线垂直,按DL/T802.1的规定试验。5.6落锤冲击a)从导管上取长度为(20010)mm的管段试样,置于温度(-51)℃下保温至少8h。
b)取出试样进行试验,按表3落锤冲击试验的规定,每个试样各冲击一次,冲击试验应在试样从冷冻箱中取出后30s内完成,观察冲击后的试样是否出现裂缝或破裂。5.7维卡软化温度按GB/T1633规定试验。5.8拉伸强度按GB/T8804.3规定试验。
附录A表A与各环刚度(3%)等级(常温)相对应的荷载对照表公称内径mmSN24SN32SN40环刚度kPa荷载KN环刚度kPa荷载KN环刚度kPa荷载KN.12321.49401..40321.86402..67322.23402..95322.60403..23322.98403..51323.35404..79323.72404.65附录B表B聚丙烯管材热性要求项目要求试验参数热性(氧化诱导期)50min200℃。
5.5压扁试验从导管上取长度为(30010)mm的管段试样,试样两端应切割平整并与轴线垂直,将试样水平放置在试验机的上下平板之间,以(102)mm/min的速度压缩式样,加荷至试样垂直方向的变形量为试样原平均内径的50%时立即卸荷,观察试样是否出现裂缝或破裂。
5.3密度按GB/T1033.1中方法A试验。5.4环刚度(3%)(常温)从导管上取长度(30010)mm的管段试样,试样两端应切割平整并与轴线垂直,按DL/T802.1的规定试验。5.6落锤冲击a)从导管上取长度为(20010)mm的管段试样,置于温度(-51)℃下保温至少8h。
b)取出试样进行试验,按表3落锤冲击试验的规定,每个试样各冲击一次,冲击试验应在试样从冷冻箱中取出后30s内完成,观察冲击后的试样是否出现裂缝或破裂。5.7维卡软化温度按GB/T1633规定试验。5.8拉伸强度按GB/T8804.3规定试验。
附录A表A与各环刚度(3%)等级(常温)相对应的荷载对照表公称内径mmSN24SN32SN40环刚度kPa荷载KN环刚度kPa荷载KN环刚度kPa荷载KN.12321.49401..40321.86402..67322.23402..95322.60403..23322.98403..51323.35404..79323.72404.65附录B表B聚丙烯管材热性要求项目要求试验参数热性(氧化诱导期)50min200℃。



气温低时,应适当加热温度和延长吸热时间。3、加热压力应分阶段控制,加热时压力稍大,吸热时压力较小。4、当环境温度低于﹣5℃或大风天气时,应有保温和防范措施。否则将严重影响焊接质量。5、下雨天气不能进行管材焊接。
6、焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。7、加热板表面及管端应经常用酒精清洁,确保加热板表面无油污和水,及杂质。加热板表面防粘层应不损伤,进行焊接前,应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。
应保持焊接管材端面清洁。8、当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽蒸发为止,然后进行管材加热。9、清洁管材端面时,应有人,以防管材夹伤手。10、操作人员应培训上岗。11、管材壁厚低于6mm时,一般不采用热熔对接。
否则难以保证管材焊接质量。MPP电力管热熔器是怎么焊接管材的。1、管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。
置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。2、取出铣刀,两端管材。检查端面对其情况。
6、焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。7、加热板表面及管端应经常用酒精清洁,确保加热板表面无油污和水,及杂质。加热板表面防粘层应不损伤,进行焊接前,应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。
应保持焊接管材端面清洁。8、当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽蒸发为止,然后进行管材加热。9、清洁管材端面时,应有人,以防管材夹伤手。10、操作人员应培训上岗。11、管材壁厚低于6mm时,一般不采用热熔对接。
否则难以保证管材焊接质量。MPP电力管热熔器是怎么焊接管材的。1、管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。
置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。2、取出铣刀,两端管材。检查端面对其情况。


MPP管顶距铁路路轨公路路面的深度不应小于1m;距排水沟底不应小于0.5m;距城市街道路面的深度不应小于1m;管长除跨越公路或轨道宽度外,一般应在两端各伸出2m,在城市街道,管长应伸出车道路面;在道路、轨道两端做明井或暗井。
完成电缆敷设后,应对MPP管做封堵,以防漏水和小动物入内。管线水平净距、垂直净距、深度和与其他管线交叉净距应当符合城市工程管线综合规划规范( 标准GB598)。沿普通铁路平行敷设时,距铁路路轨允许接近距离不应小于3m。
电缆两端的终端头,拉管工井内应安装铭牌,标明电缆线 、起止点及电缆的电压、长度和截面。地面上有明显标志。竣工验收供电单位工程管理部门和供电所负责对电缆非开挖施工进行验收。非开挖竣工验收应满足以下条件:(1)入口位置准确;(2)出口位置水平误差不超过0.5m;(3)无路面塌陷和孔径塌陷;(4)工程范围内地下实际施工路径符合原设计要求。
对验收中提出的缺陷,是影响投运的缺陷,必须在投运前处理完毕,并做到达标投产,否则供电单位不予送电。非开挖施工竣工后,供电部门应督促客户在电缆投运一个月内提供竣工档案资料,并转供电所备案。竣工资料应按电力电缆运行规程的要求,在1:500地形图上绘制电缆位置图;绘制1:50端面图;填写施工、安装等记录。
完成电缆敷设后,应对MPP管做封堵,以防漏水和小动物入内。管线水平净距、垂直净距、深度和与其他管线交叉净距应当符合城市工程管线综合规划规范( 标准GB598)。沿普通铁路平行敷设时,距铁路路轨允许接近距离不应小于3m。
电缆两端的终端头,拉管工井内应安装铭牌,标明电缆线 、起止点及电缆的电压、长度和截面。地面上有明显标志。竣工验收供电单位工程管理部门和供电所负责对电缆非开挖施工进行验收。非开挖竣工验收应满足以下条件:(1)入口位置准确;(2)出口位置水平误差不超过0.5m;(3)无路面塌陷和孔径塌陷;(4)工程范围内地下实际施工路径符合原设计要求。
对验收中提出的缺陷,是影响投运的缺陷,必须在投运前处理完毕,并做到达标投产,否则供电单位不予送电。非开挖施工竣工后,供电部门应督促客户在电缆投运一个月内提供竣工档案资料,并转供电所备案。竣工资料应按电力电缆运行规程的要求,在1:500地形图上绘制电缆位置图;绘制1:50端面图;填写施工、安装等记录。


