

我们精心制作的湘东薄壁珩磨管产品视频已经准备就绪,【解锁新品!】湘东薄壁珩磨管产品视频,带你穿越新品体验之旅!
以下是:湘东薄壁珩磨管的图文介绍
安达液压机械有限公司秉承对 江西萍乡珩磨管加工厂产品达到工艺品质的j i致追求,汲取 江西萍乡珩磨管加工厂领域严谨的工艺标准及管理哲学,引进精尖设备,打造制造基础的硬实力;招募尖端人才,打造一支由管理人才、技术人才和营销人才为一起的高素质团队。本着“人才、技术、质量、服务”的先进管理理念,夯实企业基础。注重把好“五关”:研发新产品品质关、原材料进厂品质关、制造过程品质关、成品出厂品质关、售后服务品质关。



其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。珩磨管)将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,无缝钢管价格适中,深受广大用户喜爱。 冷拔钢管用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退 火线。轧硬卷重一般在6~13.5吨,钢卷内径为610mm。



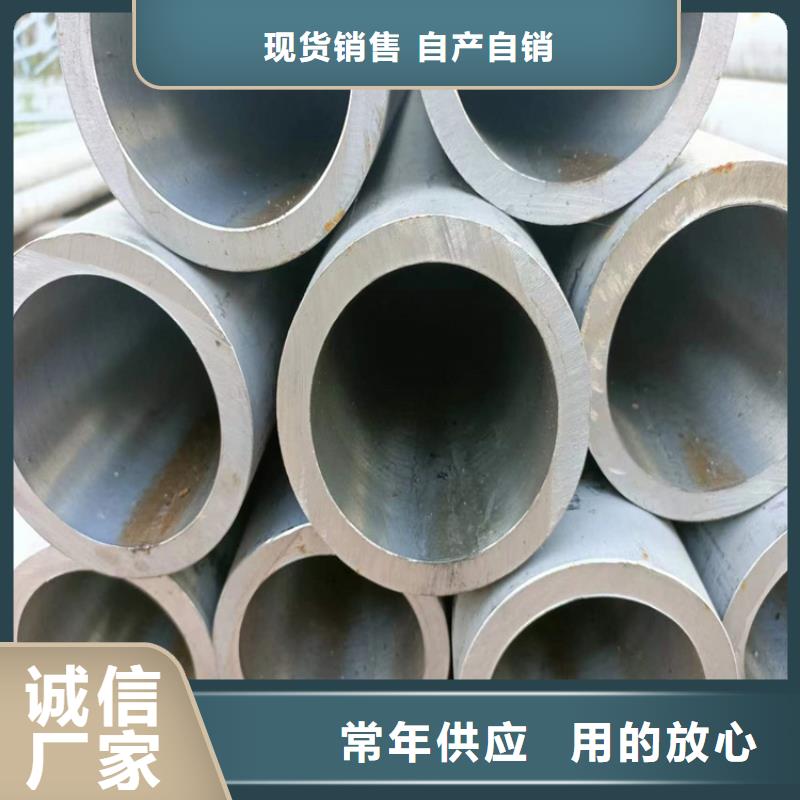
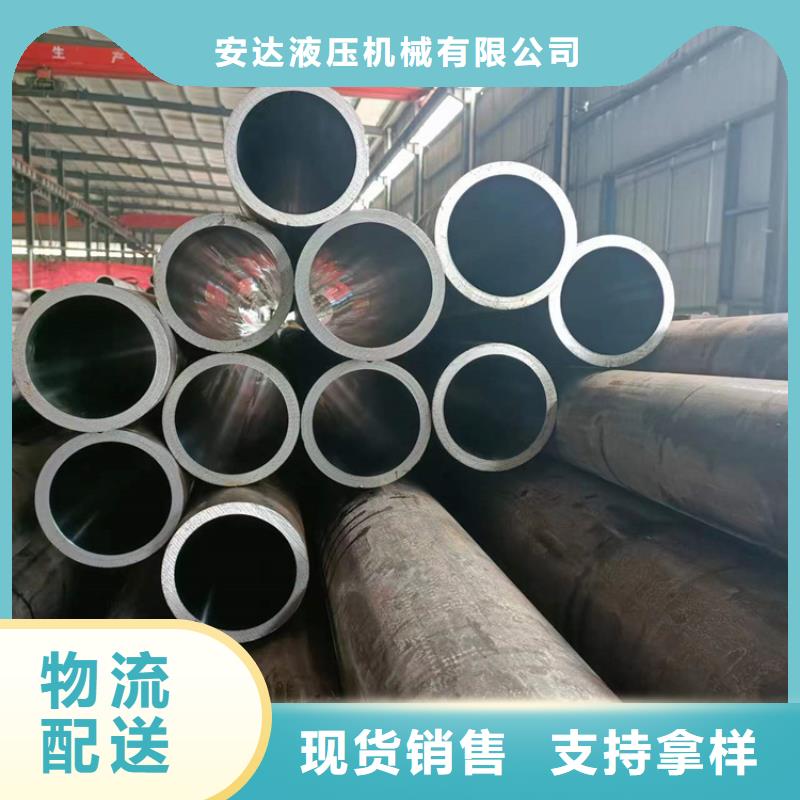
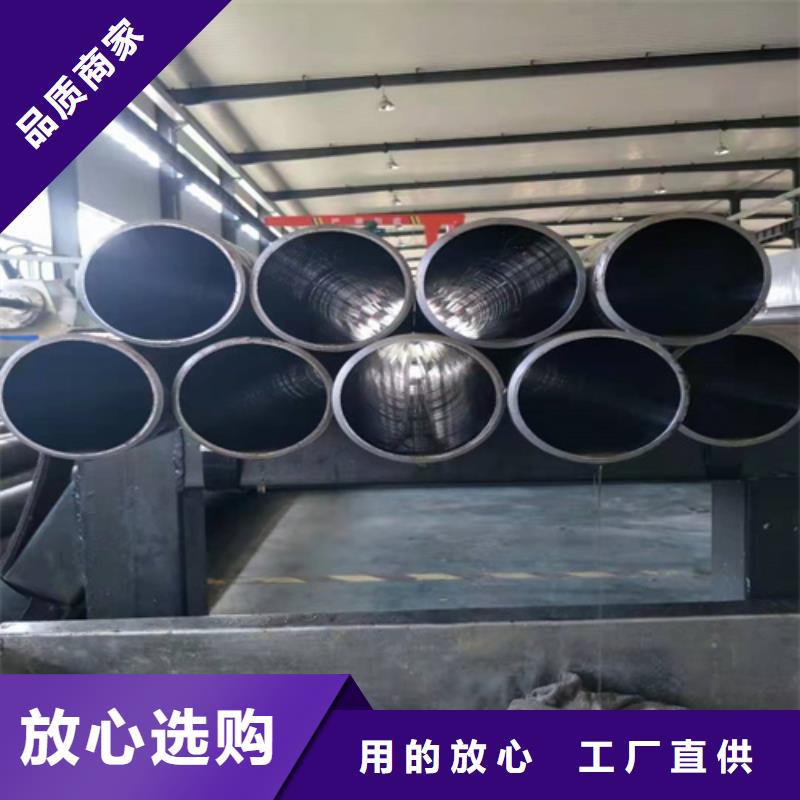
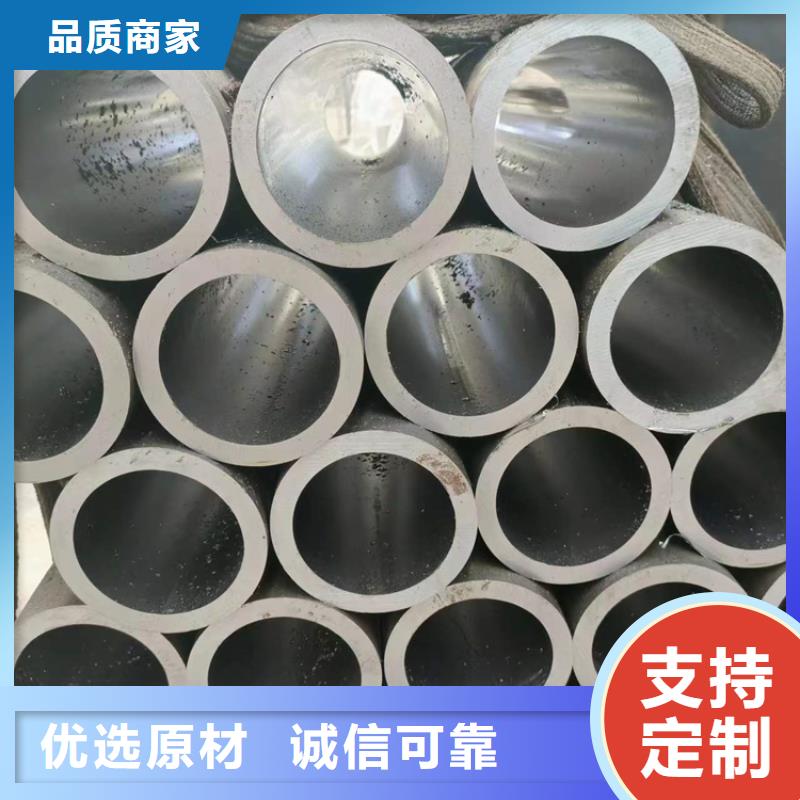
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。


江西萍乡企业旺旺珩磨管绗磨管油缸管对珩磨管制成的油缸缸筒进行滚压,就是为了减少珩磨管表面微小裂纹,对裂缝进行封闭,同时还可以提高珩磨管抗疲劳强度。须重点注意的是,滚压前 用浮动镗刀精加工,以此保证滚压前孔壁的光洁度、滚压余量和确保孔的几何尺寸精度。珩磨管与普通无缝钢管相比的话,很明显珩磨管的优势要更加突出,虽然珩磨管每吨会比无缝钢管贵差不多五百左右,但是珩磨管的外径更小,而且精度高,珩磨管有较好的表面质量。关键的是,珩磨管可以进行小批量生产,大大提高了工作效率。而且珩磨管的横截面积可以被制作成各种复杂形状,在此情况下,珩磨管产品的优越


