


1. 选择合适的堆焊材料:如优质的低氢堆焊材料和低氢的堆焊方法。对重要的堆焊结构,应采用超低氢、高韧性的堆焊材料,耐磨钢板、焊剂使用前应按规定烘干。
2. 焊前仔细堆焊耐磨板表面上的水、油、锈等污物,减少氢的来源,以降低焊缝中扩散氢的含量。
3. 采用低匹配的焊缝或“软层堆焊”的方法,对防止冷裂纹也是有效的。
4. 避免强力组装、防止错边、角变形等引起的附加应力,对称布置焊缝,避免焊缝密集,尽量采用对称的坡口形式并力求填充金属减少量,防止焊缝缺陷的产生



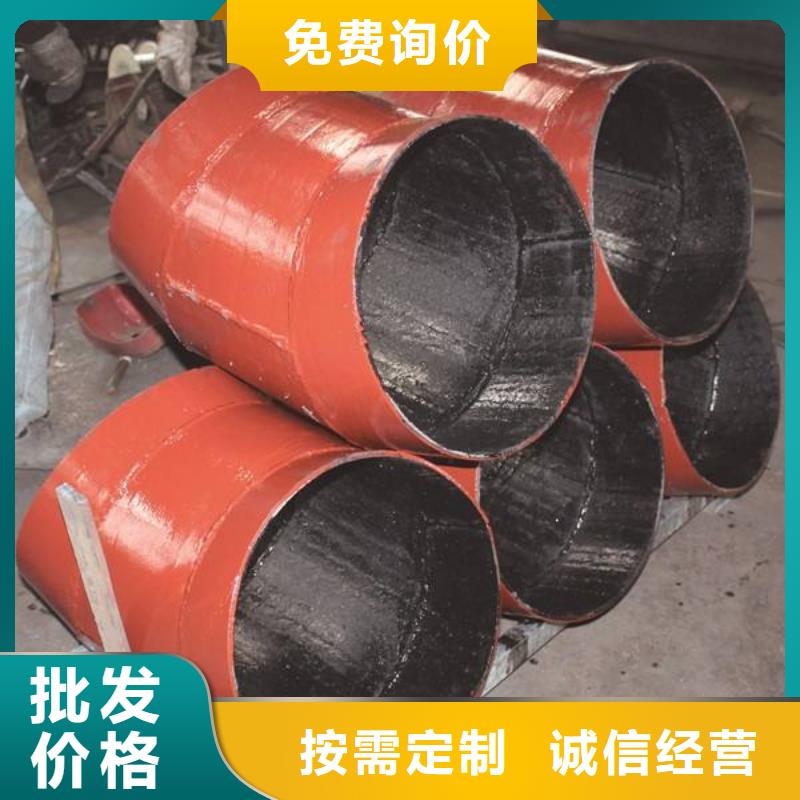
堆焊耐磨板空间结构
之后对双拱结构的参数及形状进行了优化,包括布置榀数、双拱的线型及双拱的厚跨比等,考虑荷载、端跨比、跨度及弦杆等因素的影响。同时根据优化的结果,制定了可查询的设计表格,给设计人员提供了初步设计的依据。进一步将堆焊耐磨板双拱结构引入到平板闸门与人字闸门的设计中,并对应用时的参数进行了分析。钢管结构由于其独特的优越性能被广泛应用于空间结构中。
随着多维数控切割技术和钢管结构专用设计软件的发展,钢管构件之间的连接越来越多地采用相贯节点型式。堆焊耐磨板在空间结构中的应用越发广泛。相贯节点在荷载作用下,支管与主管的相贯连接面发生局部变形,从而引起相对位移和转动,无论在弹性或弹塑性阶段都表现出不同于铰接也不同于刚接的特性,这种节点的半刚特性对双金属耐磨板结构的受力、变形及整体稳定性都有显著的影响。



涌华金属科技有限公司本着诚实守信的原则,互惠互利的精神于您携手并进,共求发展,欢迎全国各地新老客户前来电洽淡采购 江西宜春耐厚板。


金属表面的处理
1、打磨抛光:若有损害应打磨抛光,特别是在与碳素钢件触碰导致的刮伤和溅出、割渣导致的损害务必用心完全地打磨抛光整洁。
2、除油除灰:堆焊耐磨板在开展磷化处理前,务必按加工工艺油渍、空气氧化皮、尘土等脏物。
3、磷化处理:磷化处理务必严苛按加工工艺规定开展,钝化膏镀层应匀称,钝化处理時间应严格遵守加工工艺规定。
4、清理干躁:磷化处理后,应严苛按加工工艺开展擦洗、清洗、干躁,彻底酸洗钝化膏和酸液。
5、防止再生产加工:金属表面处理进行后,应防止对该零部件或商品的再生产加工。


