
产品详细介绍
以下是:铝合金型材【石油裂化管】甄选好物的产品参数
导读 铝合金型材【石油裂化管】甄选好物_恒永兴金属材料销售
有限公司,固定电话:18802286588,移动电话:022-86869388,联系人:李经理,QQ:554918566,天津北辰区双街镇京津路西(北方实业发展有限公司内)发货到广西省 桂林市 秀峰区、叠彩区、七星区、雁山区、阳朔县、临桂区、灵川县、全州县、永福县、灌阳县、资源县、平乐县、荔浦市 发货到 广西省桂林市。 广西壮族自治区,桂林市 桂林市,简称“桂”,古称桂州、静江、始安,广西壮族自治区辖地级市,省域副中心城市,地处中国华南,湘桂走廊南端,位于南岭山系西南部、桂林—阳朔岩溶盆地北端中部,处在“湘桂夹道”中,属亚热带季风气候,总面积2.78万平方千米。截至2023年5月,全市辖6个市辖区、8个县、2个自治县,代管1个县级市。截至2022年末,桂林市常住人口为495.63万人。
我们的铝合金型材【石油裂化管】甄选好物视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
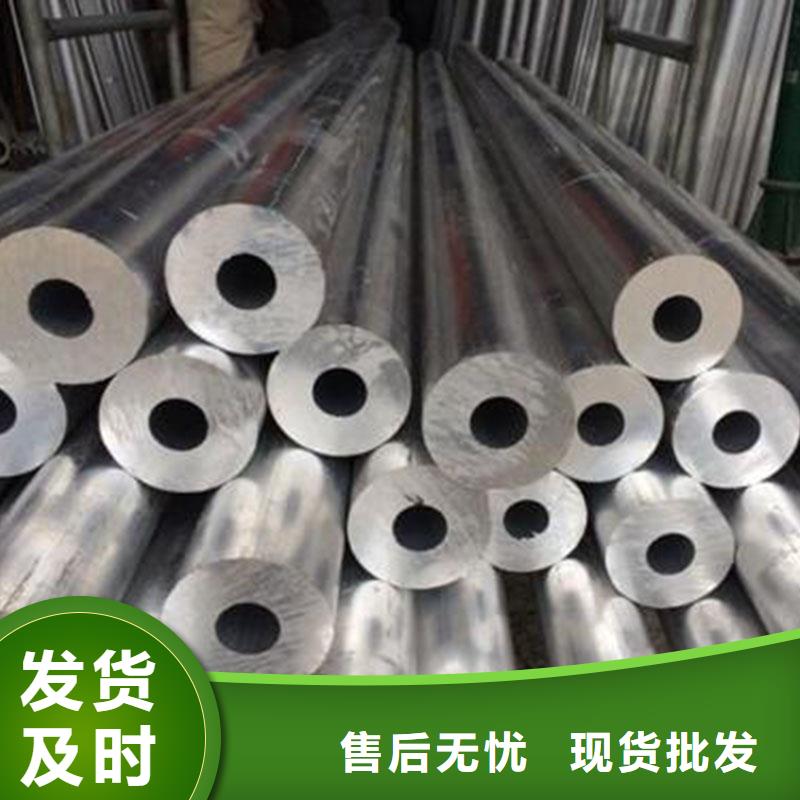
以下是:铝合金型材【石油裂化管】甄选好物的图文介绍

恒永兴金属材料销售
有限公司衷心欢迎新老客户莅临指导考察,亦欢迎国内外有志者联手合作。
本公司可根据用户需要,设计、制造特殊用途的 广西桂林不锈钢管产品,欢迎来人来电、来函洽谈!


压铸特别适合制造大量的中小型铸件,因此压铸是各种铸造工艺中使用*广泛的一种。同其他铸造技术相比,压铸的表面更为平整,拥有更高的尺寸一致性。1、铝合金压铸件表面有流痕和花纹:铸件表面上有与金属液流动方向一致的条纹,有明显可见的与金属基体颜色不一样的无方向性的纹路,无发展趋势。2、铝合金压铸件龟裂了:铝合金压铸件表面上有网状发丝一样凸起或凹陷的痕迹,随压铸次数增加而不断扩大和延伸。3、冷隔纹:铝合金压铸件表面有明显的、不规则的、下陷线性型纹路形状细小而狭长,有时交接边缘光滑,在外力作用下有断开的可能。4、铝合金压铸件表面有凹痕:在压铸件厚大部分的表面上有平滑的凹痕。5、表面痕迹:铝合金压铸件表面与压铸模型腔表面接触所留下的痕迹或铸件表面上出现阶梯痕迹。6、铝合金压铸件有粘附物痕迹:小片状及金属或非金属与金属的基体部分熔接,在外力的作用下剥落小片状物,剥落后的铸件表面有的发亮、有的为暗灰色。7、铝合金压铸件有裂纹:将铝合金压铸件放在碱性溶液中,裂纹处呈暗灰色。金属基体的破坏与裂开呈直线或波浪线形,纹路狭小而长,在外力作用下有发展趋势。
工业铝型材挤压温度是挤压生产过程中重要的工艺参数,为了降低金属的变形抗力,减小挤压力,需要提高工业铝型材挤压温度。但挤压温度提高到一定温度时,容易出现热脆现象,产生裂纹等缺陷。为避免这种现象,为提高挤压速度,需要降低挤压温度。这两个条件是相互矛盾的,为了既能降低变形抗力,又能采用较大的挤压速度,必须选择一个金属塑性*好的温度范围。但是工业铝型材挤压生产过程中,金属与挤压筒内衬、模具、垫片产生摩擦,以及金属本身产生变形等,会使金属的温度升高,往往会突破事先选好的挤压温度范围。实验证明:在整个挤压过程中挤压温度是逐渐升高的,挤压速度随着铸锭金属的减少而逐渐加快。因而工业铝型材产品尾端由于挤压温度的提高、挤压速度的加快而经常产生裂纹的现象。挤压过程中挤压温度的升高与工业铝型材的本性及挤压条件有关。对于工业铝型材而言,金属在模具出口处前后温度差为10-60℃之间。为了使工业铝型材挤压生产过程中挤压温度恒定在金属塑性*好的温度范围内,*好实行等温挤压。这是多年来工程技术人员探索的新工艺。要实现等温挤压需要具备很多条件,在挤压过程中各个环节都能自动调节,如铸锭温度、挤压筒温度都能梯度加热,模具进行冷却且可以调节温度,挤压速度能自动变化或采用等速挤压。另外更换模具后,由于挤压系数改变,上述各项条件也能做相应调整。可见要实现工业铝型材等温挤压是个很复杂的工艺。目前多采用对铸锭进行梯度加热的方法,做到近似等温挤压,也可以大大提高挤压速度和改善产品品质。随着电脑和数字化编程技术在工业上应用的逐步深入发展,现代挤压机也随之更新换代,配备有FI控制的等速挤压和TIPS控制的等温挤压。操作者只要选择按钮,依靠设备的自动化编程技术就可以获得所需要的等速挤压或等温挤压。
工业铝型材挤压温度是挤压生产过程中重要的工艺参数,为了降低金属的变形抗力,减小挤压力,需要提高工业铝型材挤压温度。但挤压温度提高到一定温度时,容易出现热脆现象,产生裂纹等缺陷。为避免这种现象,为提高挤压速度,需要降低挤压温度。这两个条件是相互矛盾的,为了既能降低变形抗力,又能采用较大的挤压速度,必须选择一个金属塑性*好的温度范围。但是工业铝型材挤压生产过程中,金属与挤压筒内衬、模具、垫片产生摩擦,以及金属本身产生变形等,会使金属的温度升高,往往会突破事先选好的挤压温度范围。实验证明:在整个挤压过程中挤压温度是逐渐升高的,挤压速度随着铸锭金属的减少而逐渐加快。因而工业铝型材产品尾端由于挤压温度的提高、挤压速度的加快而经常产生裂纹的现象。挤压过程中挤压温度的升高与工业铝型材的本性及挤压条件有关。对于工业铝型材而言,金属在模具出口处前后温度差为10-60℃之间。为了使工业铝型材挤压生产过程中挤压温度恒定在金属塑性*好的温度范围内,*好实行等温挤压。这是多年来工程技术人员探索的新工艺。要实现等温挤压需要具备很多条件,在挤压过程中各个环节都能自动调节,如铸锭温度、挤压筒温度都能梯度加热,模具进行冷却且可以调节温度,挤压速度能自动变化或采用等速挤压。另外更换模具后,由于挤压系数改变,上述各项条件也能做相应调整。可见要实现工业铝型材等温挤压是个很复杂的工艺。目前多采用对铸锭进行梯度加热的方法,做到近似等温挤压,也可以大大提高挤压速度和改善产品品质。随着电脑和数字化编程技术在工业上应用的逐步深入发展,现代挤压机也随之更新换代,配备有FI控制的等速挤压和TIPS控制的等温挤压。操作者只要选择按钮,依靠设备的自动化编程技术就可以获得所需要的等速挤压或等温挤压。



说到船用铝板,大家*熟悉的要数5083铝板了。船用铝板是铝板产品研发应用的新兴领域,目前船板的生产能力已成为衡量铝板厂家综合实业的重要指标。那么,船舶制造厂家为何如此青睐5083铝板?5083铝板属于Al-Mg系合金,中等强度,具有耐蚀性好、焊接性优良、冷加工性较好的优势,广泛用于制造飞机油箱、油管、交通车辆、船舶钣金件、仪表、街灯支架、铆钉、五金制品、电器外壳等。在船舶制造领域,多采用5083H116/H321/H112状态的铝板,应用于船舶甲板、发动机台座、船侧、船底外板等部位。5083铝板满足船用铝板的选材要求:1、较高的比强度和比模量。船舶的结构强度和尺寸与材料的屈服强度和弹性模量密切相关,由于铝合金的弹性模量和密度大体相同,合金元素的添加也影响甚,因此在一定范围内提高屈服强度对减轻舰船结构有力。5083铝板属于中等强度,能同时具备优良的耐蚀性和可焊接性。2、焊接性优良。5083铝板具有良好的焊接抗裂性,在焊接时不容易出现裂纹现象。3、耐蚀性优良。耐蚀性能是船用合金的主要标志之一,5083铝板是典型的防锈铝板,耐腐性好,能适应恶劣的海洋环境,经久耐用。4、密度小。铝合金比重小,能减轻船板重量,节省能耗,增加载重。5、环保。铝合金不燃烧,遇火,而且回收利用率高,可循环再利用,环保性好。
通过温度控制提高挤压铝型材产量,通常,如果没有非预定的停机时间,那么*大产量主要决定于挤压速度,而后者受制于四个因素,其中三个固定不变而另一个则是可变的。 个因素是挤压机的挤压力,挤压力大的可在锭坯温度较低时顺利地挤压;第二个因素是模具设计,挤压时金属与模壁的摩擦通常可使通过的铝合金的温度上升35~62℃;第三个因素是被挤压合金的特性,是限制挤压速度的不可控制的因素,型材的出口温度一般不可超过540℃,否则,材料表面质量会下降,模痕明显加重,甚至出现粘铝、凹印、裂缝、撕裂等。*后一个因素是温度及其受控程度。如果铝型材挤压机的挤压力不够大,很难顺利挤压或甚至出现塞模现象而挤不动时,就可提高锭坯温度,但挤压速度应低些,以防材料的出口温度过高。每一个合金都有其特定的*优的挤压(锭坯)温度。生产实践证明,锭坯温度*好保持在430℃左右(挤压速度≥16mm/s时)。6063合金型材的出模温度不得超过500℃,6005合金的*高出口温度为512℃,6061合金的*好不大于525℃。出模温度的不大变化也会影响产品的产量与质量。挤压筒温度也是很重要的,特别应注意预热阶段的温度升高,应避免各层之间产生过大的热应力,*好是使挤压筒与衬套同时升高到工作温度。预热升温速度不得大于38℃/h。*好的预热规范是:升高到235℃,保温8h,继续升温到430℃,保温4h后,才投入工作。这样不但能保证内外温度均匀一致,而且有足够的时间一切内部热应力。当然在炉内加热挤压筒是*佳的预热方式。在挤压过程中,挤压筒温度应比锭坯温度低15~40℃。如果挤压速度过快,以致挤压筒温度上升到高于锭坯温度,就要设法使挤压筒温度下降,这不但是一件麻烦的工作,而且产量会下降。在生产速度上升过程中,有时受电偶控制的加热元件会被切断,可是挤压筒温度仍在上升。如果挤压筒温度高于470℃,挤压废品就会上升。应根据不同的合金确定理想的挤压筒温度。千万不要认为预热挤压筒是在浪费时间、消耗能源。某工厂为赶生产任务,一方面用内部电阻元件加热,另一方面又以液化气烧嘴加热。在这种情况,温度无法测量与控制,会产生巨大的热应力,内衬温度高,膨胀比外套的快,以致挤压筒裂开,并听到“炸裂”的声音。挤压轴在工作过程中会积蓄内应力,这种应力大到一定程度会产生疲劳裂纹,一旦受到非轴向的径向力作用就会断裂。因此,挤压轴的累计工作时间达到4500h后,*好进行一次应力处理,在430~480℃保温12h,然后随炉冷却到50℃以下。遗憾的是,我国很少有工厂照此处理。
生产优质表面建筑型材时,对挤压垫温度也应严格控制,以减少表面色调不一致废品量。固定挤压垫的质量比活动的好得多,能积聚更多的热量,因而能降低锭坯端头温度,能减少杂质进入型材内,有助于提高产量。美国卡斯图尔公司(Castool)采用压缩空气冷却挤压垫与挤压轴,使其温度降到50℃左右。模具温度对于获得高的产量起着重要的作用,一般不得低于430℃;另方面,也不得过高,否则,不但硬度可能下降,同时会产生氧化,主要在工作带。在模具加热过程中,应避免模具之间紧靠着,阻碍空气流通。*好采用带格的箱式加热炉,每个模放于一个单独的箱内。锭坯在挤压过程中的温度升高可达40℃左右或更高些,升高量主要决定于模具设计。为了获得*大产量,对各项温度决不可忽视,应记录各个温度并严加控制,以找出机台的*大产量与各项温度的关系。然后,铝型材挤压生产厂的员工都应牢记:温度的精密控制,对提高产量是至关重要的。
通过温度控制提高挤压铝型材产量,通常,如果没有非预定的停机时间,那么*大产量主要决定于挤压速度,而后者受制于四个因素,其中三个固定不变而另一个则是可变的。 个因素是挤压机的挤压力,挤压力大的可在锭坯温度较低时顺利地挤压;第二个因素是模具设计,挤压时金属与模壁的摩擦通常可使通过的铝合金的温度上升35~62℃;第三个因素是被挤压合金的特性,是限制挤压速度的不可控制的因素,型材的出口温度一般不可超过540℃,否则,材料表面质量会下降,模痕明显加重,甚至出现粘铝、凹印、裂缝、撕裂等。*后一个因素是温度及其受控程度。如果铝型材挤压机的挤压力不够大,很难顺利挤压或甚至出现塞模现象而挤不动时,就可提高锭坯温度,但挤压速度应低些,以防材料的出口温度过高。每一个合金都有其特定的*优的挤压(锭坯)温度。生产实践证明,锭坯温度*好保持在430℃左右(挤压速度≥16mm/s时)。6063合金型材的出模温度不得超过500℃,6005合金的*高出口温度为512℃,6061合金的*好不大于525℃。出模温度的不大变化也会影响产品的产量与质量。挤压筒温度也是很重要的,特别应注意预热阶段的温度升高,应避免各层之间产生过大的热应力,*好是使挤压筒与衬套同时升高到工作温度。预热升温速度不得大于38℃/h。*好的预热规范是:升高到235℃,保温8h,继续升温到430℃,保温4h后,才投入工作。这样不但能保证内外温度均匀一致,而且有足够的时间一切内部热应力。当然在炉内加热挤压筒是*佳的预热方式。在挤压过程中,挤压筒温度应比锭坯温度低15~40℃。如果挤压速度过快,以致挤压筒温度上升到高于锭坯温度,就要设法使挤压筒温度下降,这不但是一件麻烦的工作,而且产量会下降。在生产速度上升过程中,有时受电偶控制的加热元件会被切断,可是挤压筒温度仍在上升。如果挤压筒温度高于470℃,挤压废品就会上升。应根据不同的合金确定理想的挤压筒温度。千万不要认为预热挤压筒是在浪费时间、消耗能源。某工厂为赶生产任务,一方面用内部电阻元件加热,另一方面又以液化气烧嘴加热。在这种情况,温度无法测量与控制,会产生巨大的热应力,内衬温度高,膨胀比外套的快,以致挤压筒裂开,并听到“炸裂”的声音。挤压轴在工作过程中会积蓄内应力,这种应力大到一定程度会产生疲劳裂纹,一旦受到非轴向的径向力作用就会断裂。因此,挤压轴的累计工作时间达到4500h后,*好进行一次应力处理,在430~480℃保温12h,然后随炉冷却到50℃以下。遗憾的是,我国很少有工厂照此处理。
生产优质表面建筑型材时,对挤压垫温度也应严格控制,以减少表面色调不一致废品量。固定挤压垫的质量比活动的好得多,能积聚更多的热量,因而能降低锭坯端头温度,能减少杂质进入型材内,有助于提高产量。美国卡斯图尔公司(Castool)采用压缩空气冷却挤压垫与挤压轴,使其温度降到50℃左右。模具温度对于获得高的产量起着重要的作用,一般不得低于430℃;另方面,也不得过高,否则,不但硬度可能下降,同时会产生氧化,主要在工作带。在模具加热过程中,应避免模具之间紧靠着,阻碍空气流通。*好采用带格的箱式加热炉,每个模放于一个单独的箱内。锭坯在挤压过程中的温度升高可达40℃左右或更高些,升高量主要决定于模具设计。为了获得*大产量,对各项温度决不可忽视,应记录各个温度并严加控制,以找出机台的*大产量与各项温度的关系。然后,铝型材挤压生产厂的员工都应牢记:温度的精密控制,对提高产量是至关重要的。


总结 在广西省桂林市采买铝合金型材【石油裂化管】甄选好物到恒永兴金属材料销售
有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-18802286588,QQ:554918566,地址:《北辰区双街镇京津路西(北方实业发展有限公司内)》。