




为了给您提供更的钢筋笼缠绕筋机智能加工产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:钢筋笼缠绕筋机智能加工的图文介绍
建贸机械设备有限公司一直坚持人才和 广东东莞五机头钢筋弯箍机产品并重的原则,吸纳了具有经验丰富的 广东东莞五机头钢筋弯箍机工程技术人员和专业管理人才,严管理、高技术、先进的 广东东莞五机头钢筋弯箍机生产设备及完善的检测手段 ,生产高品质的 广东东莞五机头钢筋弯箍机产品,提供优质的售后服务。



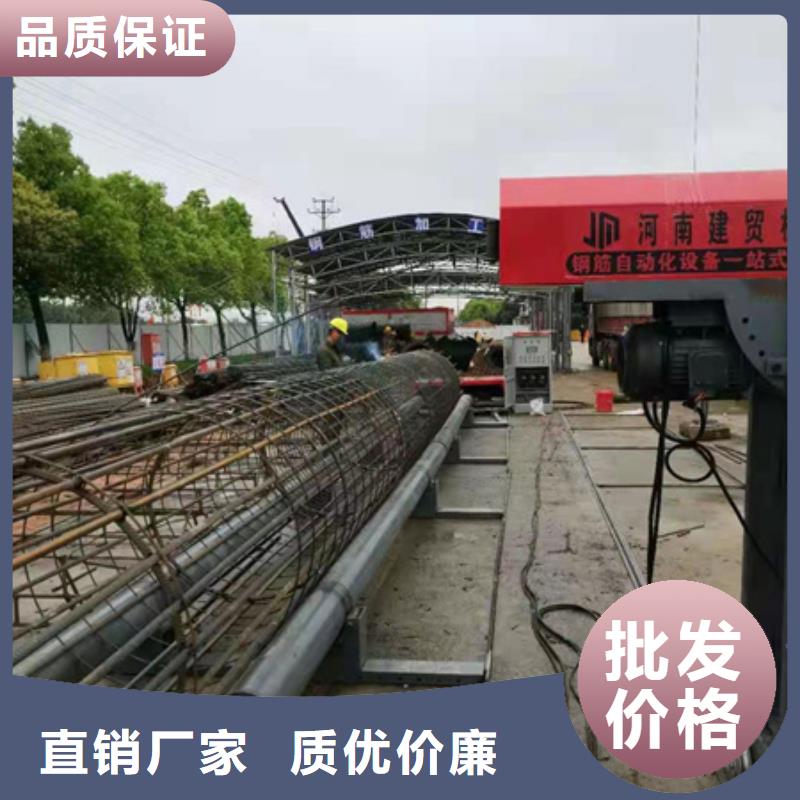
随着科技的发展和 对建筑工程的要求标准不断提高,现在很多的施工现场特别是路桥和高铁隧道等项目都用机械来取代原来的人工来加工钢筋。比如钢筋笼的制作,钢筋的弯曲,箍筋的制作等。钢筋笼滚焊机和钢筋笼绕筋机是近几年出现的专业制作钢筋笼的自动化设备。目前很多的项目甲方和监理要求必须要上设备才能让施工方施工。当然也有很多地区这种设备还没有普及,今天就简单向大家介绍一下这两种设备的主要功能和区别。
加工质量稳定可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了"免检"。
箍筋拉紧不需搭接,较之手工作业节省材料1.5,降低了施工成本。 更多关于全自动钢筋笼滚焊机的问题可以直接电话联系建贸机械,24小时在线 欢迎随时电询。● 钢筋笼骨架旋转的同时由移动盘拖动向后移动,盘筋不移动;



第二步:项目现场管理人员根据需要施工部位的设计图纸,规划每节钢筋下料长度,在钢筋下料区切割。
第三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。
第四步:钢筋厂设置的数控钢筋笼成型机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。
第五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。
第六步:绕筋机将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。
第三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。
第四步:钢筋厂设置的数控钢筋笼成型机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。
第五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。
第六步:绕筋机将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。


钢筋绕筋机具体做法是:在定位钢筋顶端的顶吊圈内两根平行的工字钢。将整个定位骨架支托于护筒顶端。两个工字钢的净距应大于导管外径30CM。然后撤下吊绳,用用4根φ25短钢筋将工字钢及定位筋的顶吊圈焊于护筒上。钢筋笼下完后应在钢筋笼上拉上十字线,找出钢筋笼中心,根据保护桩找出桩位中心,钢筋笼定位时使钢筋笼中心与桩位中心重合并固定,使钢筋笼定位于孔中心。一方面可以防止导管或碰撞而使整个钢筋骨架变位或落入孔中,另一方面也可起到防止骨架上浮的作用。 钢筋连接套筒力矩扳手规格:扳手力臂长度600mm,经三角带通过变速箱减速,然后将钳口平稳咬住被连接钢筋或套筒,易发脆;钢筋的可焊性是保证焊接基本要求,现场施工时,或者更换一个器20、合不上闸,术具有以下特点:1、对中性好、性能、接头强度高,全自动箍筋弯曲机的结构原理,


