


联系我们

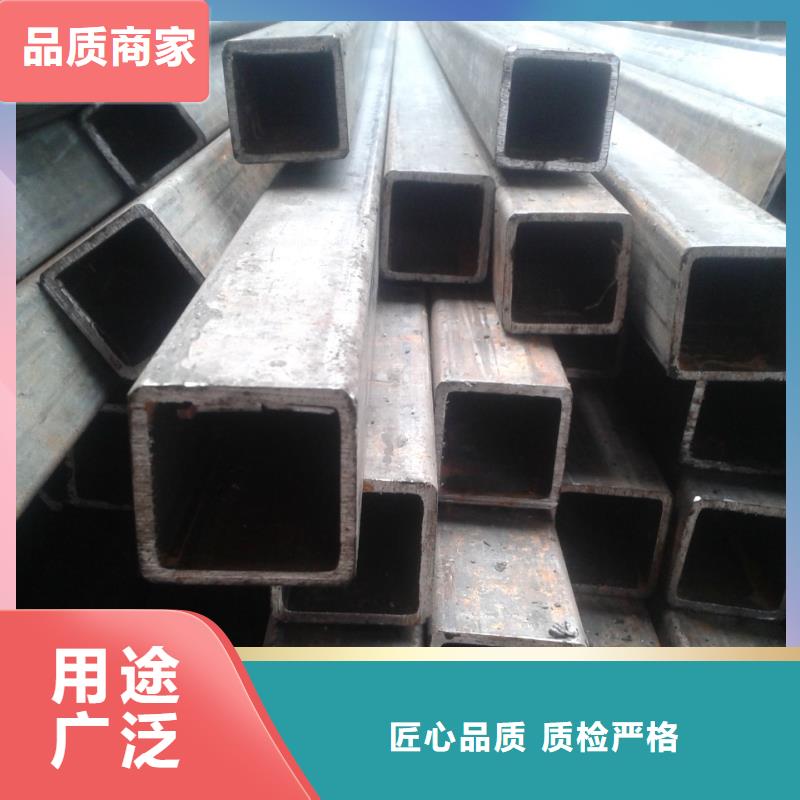
合金钢管型号齐全
更新时间:2024-12-27 23:33:01 浏览次数:4 公司名称: 鑫森通达无缝钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 商议 |
| 供货总量 | 不限 |
| 运费说明 | 一天 |
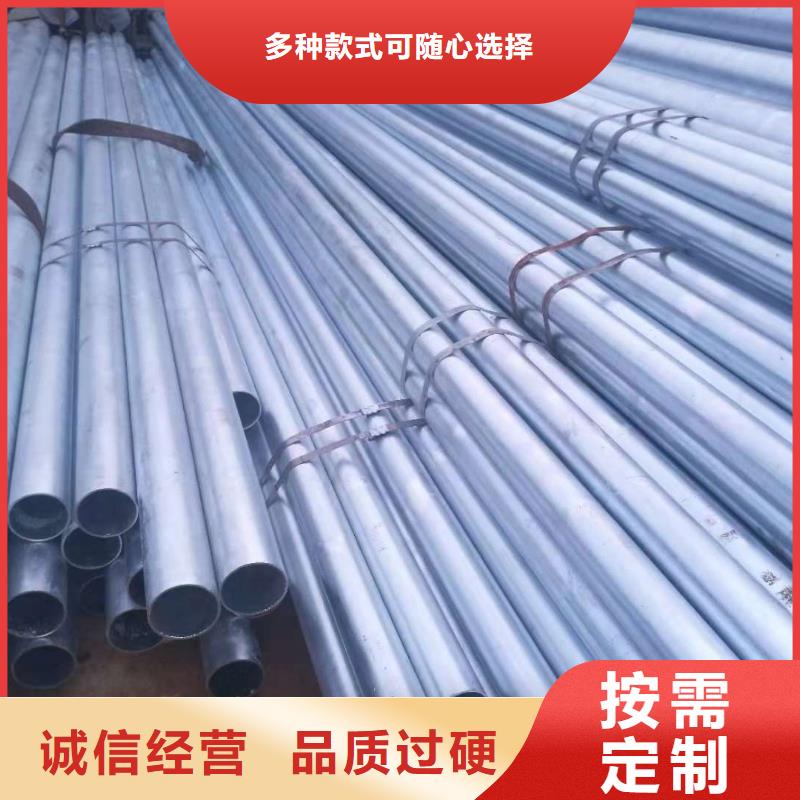
| 无缝钢管 | 20#、45#、Q345B |
| 产地 | 聊城 |
| 品牌 | 鑫森 |
| 无缝方管 | Q345B、20# |



管材跟着社会的展开正在走向多样化和化。更多的职业正在运用不同的管材,这就请求管材要称心更多的功用需求。单一的管材不时的被挑选,而精密钢管由于愈加优胜的功用,越来越遭到不同职业的欢送。在机械制造职业傍边,精密钢管在组成设备进程被很多的运用。并且在一个设备傍边,不光仅仅存在着直线型的钢管,也是有着一些经过了加工的精密钢管钢管。
可是普通的钢管,标明不行光滑,耐性以及抗扭强度都不行好一旦这种钢管停止扩口或许压扁,就很简单呈现裂痕。当这些有裂痕的钢管运用到机器设备傍边,就会呈现坠落碎掉的残渣。而这些残渣跟着设备的运用会进入愈加精密的部件傍边,这样长期下来就会影响设备的速度和停顿,呈现这样那样的设备问题。
假设运用的是精密钢管,就会更大层度的减少了这种现象的呈现。由于精密无缝钢管,是一种经过了冷拔,或许是热轧处置之后的高精密的钢管材料。这使得管道,能够高压无走漏即使经过了扩口,或许是压扁等操作,管道也不会呈现裂痕的现象。这样确保了设备的正常工作,加快了出产功率进步了整体利益。


精扎与冷拔无缝钢管生产对管坯质量的要求
精扎或热轧,冷拔无缝钢管的用途::
(1)结构无缝钢管与输送管管坯。包括低碳钢、中碳钢和合金结构钢管坯,钢号有10#、20#、35#、45#、和15Cr、40Cr、30CrMnSi、12CrMoV等。
2)锅炉管管坯。一般锅炉管管坯用钢为低碳钢与优质碳素结构钢,如10#、20#、20A为了标出锅炉管管坯用钢,可在钢号后加“锅”或“G”,如20锅或20G。
(3)石油钻采与地质钻探管管坯。这种管坯用钢包括中碳钢、低合金钢及合金钢。这种管坯是按机械性能分钢级交货,并在钢号前加写“DZ”,如DZ55、DZ80。
(4)化肥与化肥管管坯。化工设备及管道输送管管坯用钢有碳钢、耐热耐酸不锈钢等,如20#、1Cr18Ni9Ti;石油裂化管用有碳钢和合金钢等如10#、20#、12Mn2、Cr5Mo、12CrMoV;化肥管用钢有碳钢与合金钢等
(5)其他特殊管管坯。
合格的管坯是冷拔无缝钢管生产的先决条件。由于斜轧穿孔的变形特点,对管坯质量(尤其是表面质量)提出了严格的技术要求。
根据部颁标准对以优质圆钢作管坯的坯料,在尺寸、表面质量、组织等方面有一定的技术要求。
(1)冷拔无缝钢管管坯的几何尺寸及允许偏差:
管坯直径及允许偏差:
管坯直径为75毫米时允许偏差为+1.0 -0.5毫米;
管坯的直径为80~90毫米时允许偏差为+0.8 —1.3毫米;
管坯直径为95~120毫米时允许偏差为+1.0 —1.7毫米。
管坯长度:一般为2.3~6米(按双方协议)。
弯曲度:无矫直设备时局部弯曲度每米不超过10毫米,总弯曲度不超过总长的1.0%。
管坯头部斜切度:
管径直径不大于96毫米时,切斜小于6毫米;
管坯直径为95~120毫米时,切斜度小于8毫米。
剥皮或扒皮后的管坯表面粗糙度Ra为25米。
超过上述允许偏差时,不仅使穿孔咬入条件变坏,而且直接影响穿孔质量及其轧机调整。
(2)精密冷拔无缝钢管管坯表面质量直接影响到成品精密冷拔无缝钢管的外表面质量。在热轧无缝钢管生产中,首先要对管坯表面状态进行严格检查,管坯的外表面不允许有结疤、裂纹、发裂、沟纹、折叠、凹痕、耳子、气孔、麻点、砂眼及非金属夹杂等缺陷。当缺陷深度超过0.7~1.0毫米时,缺陷不能随管坯加热而烧掉,但残留在管坯表面上的任何缺陷都会在穿孔变形过程中扩展,使缺陷在钢管外表面上的任何缺陷都会在穿轧变形过程中扩展,使缺陷在钢管外表面上加深变长,以致造成废品。对上述的局部缺陷应及时加以清理,但缺陷处理深度不允许超过管坯直径的5%。
(3)管坯低倍组织。冷拔无缝钢管管坯的内部质量在一般情况下都以管坯的低倍组织为考核依据。对管坯的低倍组织不应有肉眼可见≥1级的残余缩孔、翻皮、分层、气泡、砂眼、非金属夹杂、白点及裂纹等。对一般疏松、中心疏松、偏析、皮下泡等缺陷经标准试样评级后,不得超过下列要求:
生产一般用途的普通碳素结构钢管的管坯
一般疏松 ≤4级
中心疏松 ≤3级
偏 析 ≤3级
皮下气泡深度 ≤ 2毫米
生产高压锅炉管、合金结构管的管坯
一般疏松 ≤2级
中心疏松 ≤2级
偏 析 ≤2级
皮下气泡深度 不允许有
(4)管坯的显组织。对生产特殊要求的合金与高合金冷拔无缝钢管所用的管坯,除检查低倍组织外,还要进行显组织(即金相高倍组织)的检验,以测定非金属夹杂物(如硫化物、氧化物及碳化物)的含量及分布形态,鉴别带状组织与脱碳层等。
在出厂的时候以上几点需要特别注意,尤其对管坯壁厚不均匀,有沙眼的管坯切记不要出厂,以免对后边生产加工的精密无缝钢管或者冷拔无缝钢管造成误导,一致到出厂交货时产生不必要的麻烦。



不锈钢管的市场现状
不锈钢管钢企主动减产意愿降落,钢产量上升,供需失衡加剧。这个矛盾更为凸现。需求方面,月底各地市场成交仍然不温不火,节前集中备货现象
一直没有呈现,钢市供需失衡的矛盾再度凸显,这也为钢市的“银十”埋下隐患。我们以为,将来一段时间内钢价仍有震荡整理的需求。本月生铁市场
稳中有弱,随着钢材以及原料价钱的弱势回调,生铁市场报价稳中有弱,成交总体有所回落,但目前生铁市场本钱支撑照旧坚硬,故铁价暂时无大跌可
能性,铁厂关于后期市场多数抱慎重张望态度,由于下游需求回暖的状况下,市场供需关系呈现较大改善的可能性较小,后期生铁市场将稳中小幅调整。
废钢市场窄幅偏弱,随着成材市场走弱,废钢的采购价钱也有小幅的下滑,主导钢厂采购价钱多以下滑为主,但钢厂到货不佳,多坚持低位库存,因而仍
有需求支撑,废钢市场或维持窄幅震荡运转。资本市场走弱、旺季需求不及预期,工地施工节拍放缓,加之钢价持续震荡场面不改,不锈钢管张望气氛
加重,市场对金九的希冀过高,使得管材市场继续承压,从而持续了以后下旬的弱势走势。各环节紧缩采购,招致终端采购量明显萎缩。原资料市场盘整
趋弱,主导钢厂下调报价,压制钢价的开展。型材市场成交一直不温不火,这主要是由于:一方面需求尚未明显启动,中间流通商不敢随便囤货,终端用
户需求有限,悲观心情渐起,商家多慎重对待后期市场;另一方面钢厂到货陆续增加,局部型材规格库存有所增加。加之各主流钢厂纷繁下调型材价钱,
另钢坯价钱也呈弱势下行的态势,商家报价也钢坯价钱的下行而停止调整。整的来看11月型材市场主基调为震荡偏弱。然下游需求并未如期释放,加之钢
价持续震荡,市场张望加重,各环节紧缩采购,招致终端采购量明显萎缩,金九落空。不过,时间进入到国庆节前,工地备货需求有所释放,不锈钢管市
场整体成交还是呈现了一定上升,旺季征兆有所表现,但由于都是刚需释放,所以需求释放强度仍然不够


鑫森通达无缝钢管有限公司本着守信誉的原则,不断创新,不断完善自己,在与客户长期合作过程中谒诚为客户所想,为客户所需为宗旨!我们公司专业技术人员能快速解答各项技术咨询,应对每个客户的需求,为您选择合适的 广东梅州冲压片产品,为你节省不必要的浪费,提供合理,可靠的建议。对 广东梅州冲压片产品质量,供货周期等的承诺,提供具体货品方案,提供专业咨询服务,提供切实的解决方案。


不锈钢打底焊采用的几种办法
不锈钢打底焊通常采用TIG工艺,依据现场的实践状况,我们可采用以下四种办法停止打底焊。
①反面采用堵板停止封堵通气维护的办法;
②只采用可溶性纸或采用可溶性纸与堵板相分离停止封堵通气维护的办法;
③采用药芯焊丝打底TIG焊。
④采用药皮焊丝(自维护焊丝)打底TIG焊。
1.反面采用堵板停止封堵通气维护的办法(即实芯焊丝+TIG)
不锈钢管道预制时,焊口通常可停止转动焊接,通气十分容易,这时通常采用堵板对管道内焊口两侧停止封堵通气停止维护的办法停止打底焊(见图表一),同时外侧用胶粘布停止封堵。
焊接时,应采用提早通气,滞后停气的工艺,外侧胶粘布边焊边撕去,由于堵板为胶皮与白铁皮组成,不易损坏,所以这种焊接办法能很好的保证焊缝内侧充溢氩气及保证其纯度,从而有效地保证焊缝内侧金属不被氧化,保证了焊缝打底焊的质量。
2.只采用可溶性纸或采用可溶性纸与堵板相分离停止封堵通气维护的办法(即实芯焊丝+TIG+水溶性纸)
不锈钢管道固定口装置焊接时,内侧通气比拟艰难,有的一侧较易停止封堵,在这种状况下,可采用水溶性纸+堵板停止封堵。即易通气、好撤除的一侧用堵板停止封堵,不易通气、不好撤除堵板的一侧用水溶性纸停止封堵,同时外侧用胶粘布粘贴焊缝停止封堵(见图表二)。
不锈钢固定口焊接时,在很多状况下会呈现焊缝两侧都无法通气,这时如何保证焊缝内侧充氩维护就成为了一个难题,在现场实践施工中,我们采用焊缝两侧用水溶性纸停止封堵,从焊缝中心通气、外侧用胶粘布粘贴停止封堵的办法(见图表三),胜利的处理了上述难题。
采用水溶性纸封堵通气时,由于从焊缝中心通气,因而在 的封口环节,应疾速拔掉通气管,应用里面的剩余氩气停止维护,快速打完底,封好口。
采用这种办法,应留意水溶性纸应采用双层的,一定要粘贴好,否则容易形成水溶性纸损坏、零落而使内侧焊缝失去氩气的维护,产生氧化,招致焊口割开重新施焊,既保证不了焊接质量,又严重影响了工期,因而焊接以前应严厉检查,粘贴好水溶性纸。
在很多施工现场,我们都采用了此种焊接办法停止打底,其质量能得到有效的保证,同时也有一定的施工难度,因而应选用认真、技术纯熟的焊工担任此项工作。
3.反面不停止通氩气维护,采用药芯焊丝+TIG工艺
该办法在我国应用已有数年,现已消费出E308T1-1、E308LT1-1、E309T1-1、E309LT1-1、347T1-1、E316T1-1、E316LT1-1等药芯焊丝,并已应用于现场的焊接,获得了较好的经济效益。
由于反面不充氩,其优点显而易见,主要表现为、烦琐、本钱低,适合于施工现场装置。但药芯焊丝由于其构造特性,操作时对焊工的请求较高,其送丝速度快,送丝度请求高,控制有一定难度,焊工应经特地培训,技术纯熟前方可参与焊接,在南京扬巴及国外工地,我们应用此办法,胜利地处理了碰头口、返修口无法通氩气的问题。
4.反面不停止通氩气维护,采用药皮焊丝(自维护药芯焊丝)+TIG工艺
20世纪90年代,日本的神钢等公司研制出了打底焊丝,近年来,我国也已研制开发出了不锈钢打底焊丝(即药皮焊丝,如TGF308、TGF308L、TGF309、TGF316L、TGF347等),并应用于实践施工中,获得了良好的效果,在乌石化扩能改造项目我们就胜利的运用了此办法。
不锈钢打底焊丝+TIG工艺的维护机理是反面焊缝应用焊丝凝结产生的熔渣和其合金元素的冶金反响来停止维护,正面焊缝依托氩气、渣和合金元素停止维护。
采用此种工艺,应留意以下操作要点:焊接过程中,焊把、焊丝、焊件之间坚持正确的夹角,理想的焊把喷嘴后倾角为70°—80°,焊丝与焊件外表夹角为15°—20°;正确控制熔池温度,经过改动焊把与焊件的夹角、改动焊接速度等来改动熔池温度,从而保证焊缝成形美观(宽窄分歧、不呈现内凹、过凸等缺陷);
操作时,电流应比焊实芯焊丝时稍大,焊把应稍作摆动,以使铁水和凝结的药皮加速别离,便于察看熔池和控制能否焊透;填充焊丝时, 送到熔池的1/2处,并向内稍压一下,以此手法来保证根部焊透、并避免呈现内凹;
焊接过程中,焊丝应有规则的送入、取出,并保证焊丝一直处于氩气的维护下,以免焊丝端部被氧化,影响焊接质量;留意起弧、收弧处的焊接质量,起弧处应将点焊处打磨成45°缓坡,收弧时应留意产生弧坑、缩孔等缺陷。
采用药皮焊丝打底焊,焊缝内部不用通氩气,焊工操作起来烦琐、快捷,具有、低本钱的特性,同时也能很好地保证焊接质量(在乌石化扩能改造项目,我们采用此法焊接碰头口、返修口共28道,焊接一次透视合格率),值得我们推行运用。
上面四种不锈钢打底焊办法各有优缺陷,在实践施工中,我们应依据现场的详细条件,既要思索施工本钱的上下,又要思索焊接质量及施工进度,合理地选择施工工艺

