以下是:宁津拍门生产的产品参数
| 产品参数 |
|---|
| 产品价格 | 面议/套 |
|---|
| 发货期限 | 面议 |
|---|
| 供货总量 | 12000 |
|---|
| 运费说明 | 面议 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 厂家 |
|---|
| 产品材质 | 铸铁 |
|---|
| 发货城市 | 衡水 |
|---|
| 加工定制 | 加工定制 |
|---|
| 品牌 | 扬禹 |
|---|
| 主体材质 | 铸铁 |
|---|
| 密封形式 | 硬密封型 |
|---|
| 连接形式 | 手电启闭机 |
|---|
| 用途 | 止水 |
|---|
以下是:宁津拍门生产的图文视频
宁津拍门生产,扬禹水工机械有限公司为您提供宁津拍门生产,联系人:高经理,电话:19831855678、19831855678,QQ:282083253,请联系扬禹水工机械有限公司,发货地:衡水冀州区西王开发区发货到山东省 德州市 德城区、陵县、宁津县、庆云县、临邑县、齐河县、平原县、夏津县、武城县、乐陵市、禹城市。 山东省,德州市 德州市,简称“德”,古称安德,山东省辖地级市,地处山东省西北部、黄河下游冲积平原,北临河北省沧州市,南接济南市、聊城市,西邻河北省衡水市,东连滨州市,地形西南高、东北低,季风影响显著,四季分明,全市总面积10356平方千米。截至2022年10月,全市辖2个区、7个县,代管2个县级市。截至2022年底,全市常住人口557.49万人。
想要了解宁津拍门生产产品的魅力?视频为你揭晓答案!
以下是:宁津拍门生产的图文介绍


铸铁平板闸门 注意事项:
1、 水头(H)指 水位至闸门底部搞头。
2、 以上表中启闭力为承受正压状态下。
3、 表中吨位已含门盖自重,不含予起力。
4、 予起力大小与闸门楔块数量,斜度及加工精度有关,一般为开启力的60%~。
5、 选用启闭机的力请参考表中开启力+予起力即为1.6~2倍的开启力。
6、 其它规格闸门的启闭力根据承压面积参考本表区近似值。
9.铸铁闸门安装事宜
1、 按预埋图中的要求预留闸门及启闭机安装位置。
2、 用吊铅垂直线方法预埋预埋件,保证其平面度和垂直度为1.5~3%范围内。
3、 用螺栓将门框、导轨固定在预埋件上。
4、 当螺杆细长比(杆长度/螺杆外径)4H/d>200时迎设置轴导架,轴导架距闸门吊耳距离应大于闸门 开启度。
10.选用须知
1、 启闭机应根据表中启闭力及自动化程度确定,具体可参考启闭机样本。
2、 平台高设计负荷应考虑正反双向承受(关闭力参考开启力)。
3、 轴导架是根据井深不同而设定,设计时应与联轴器不干涉。(工作时整条螺杆,联轴器闸板都作上下移动为明杆闸门,工作时螺杆不移动,闸板上下移动称为暗杆闸门)。
4、 反向承压闸应特殊订货,正向承压闸门当用于承受反向水压时,水头应<2.5m。
5、 本厂可承制特殊材料或特殊形式闸门。
6、 暗杆闸门宜装于风景区或道路中间的窰井内,此种闸门自带开启装置,无专用启闭机。
7、 订货时应注明H,并注明单独(或配套启闭机)的具体名称型号规格。
8、 本厂供货不含任何预埋件,所有闸门布置参照上页。
9、 本厂所供技术资料以此为准,样本修订不另行通知。



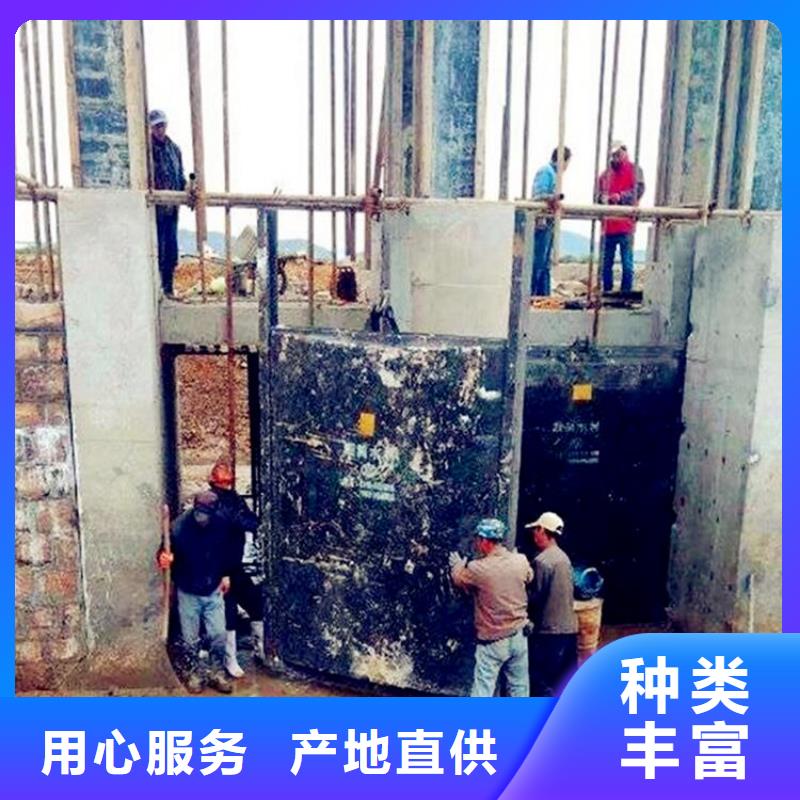
机闸一体式铸铁闸门用途
机闸一体式铸铁闸门用于关闭和开放泄(放)水通道的控制设施。水工建筑物的重要组成部分,可用以拦截水流,控制水位、调节流量、排放泥沙和飘浮物等。闸门一般由活动部分(也称门叶)、埋固部分和启闭机械3部分组成。门叶包括:承重结构、行走支承、支臂、支铰、止水装置、吊耳等。埋固部分包括:轨道、铰座、止水座、护角等。
机门一体铸铁闸门密封效果好,几乎达到“0泄漏”状态,适用宽度可达5m以上,但调节水位一般在800mm以下,特别适用于交替运行的氧化沟排水,或大型配水井配水,配套专用启闭装置,仅需注明手动或电动即可,无需另外选用启闭机。
机门一体铸铁闸门由铸铁制成,耐腐蚀性好,结构简单,价格便宜,在关闭状态有较高密封要求时,可在门框上镶铜密封面,可在铸铁堰门上镶铜和止水橡胶,止水效果高于镶铜产品,可达到无渗漏。
机门一体铸铁闸门:主要由闸框、闸板、吊座及紧闭斜铁等零部件组成。为克服以往钢门易锈蚀的缺点,闸框、闸板全采用铸铁组成,其中闸框又由上横梁、下横梁、左直梁、右直梁组成。为了制造、运输、安装方便,闸板一般根据其大小或高度情况由上下几部分拼装组成。


在长期跟客户沟通实践的过程中, 山东德州不锈钢闸门产品和技术得以不断更新,使得公司在人才和技术上处于较高地位,在稳定发展的同时,扬禹水工机械有限公司响应号召,积j i开拓国外市场,让产品走出国,远销欧美、非洲、中南亚等数十个和地区,并得到了国外同仁的喜爱。务实进取,精工细作,欢迎各界同仁莅临考察指导工作!




双向转动闸门是用于关闭和开放水通道的控制设施。铸铁闸门是生活中应该的实用设备,有效帮助我们获得,以及对于我们水利建设的作用更是极为的,更是在设计的过程中,有着较好的节能环保意识。铸铁方闸门采用上装式结构,在高压、大口径条件下减少了阀体自身的连接螺栓,增强了阀门的可靠性且能克服系统自重对阀门正常工作的影响。铸铁镶铜圆闸门由门框、闸板、导轨、密封条、可调整密封机构等部件组成。铸铁可调式堰门,又称下式铸铁闸门,是普通铸铁闸门的一种变种闸门,主要应用于调节水位。 机闸一体钢闸门按闸门的结构形式分为: PZ型平面平板门和PGZ型平面拱形门,又可分为整体式和组装式两种,规格齐全从0.2x0.2—6.5x6.5m(6.5x6.5m米或者水头高为6.5m米)并生产矩形铸铁闸门;出水口=3米时,为双吊点闸门。机闸一体式铸铁闸门主要适用与正向受压止水,根据用户需要可制造反向止水闸门。在结构上采用机加工硬止水,较大闸门底封水亦可采用橡胶封水。根据用户要求,可采用镶铜或镶不锈钢止水,该设备可以根据客户需要做成铸铁的,钢的和不锈钢的,满足不同地方不同客户需要。 钢制闸门防腐解决方案一、闸门概况 闸门广泛应用于水库、水渠、水工隧洞、水闸等水工建筑物上,它们调节流量、控制水位、蓄水泄洪,造福人类。钢闸门作为闸门中常见的一种,具有承压力大、重量轻、启闭灵活、寿命长等优点。然而有资料证明:每年钢材表面的腐蚀在大气中为0.10mm,在河水中为0.15mm,在海水中为0.30mm。因此必须重视钢闸门的防腐处理工作,即采取有效防腐措施减缓钢闸门表面腐蚀速度,延长使用寿命,保证工程运行。 二、闸门防腐处理工艺 2.1钢闸门防腐措施 钢闸门防腐措施常见有三种,即涂料防腐、金属防腐和外加电流阴极保护与涂料联合防腐。 涂料防腐是利用涂料涂装在闸门结构表面形成保护层,把钢材与工作介质隔离,从而达到防腐目的。涂料防腐对闸门结构无特殊要求,应用很广泛。 金属防腐一般指喷锌、喷铝,而喷锌常用。喷锌就是通过一套专用设备将锌丝融化喷射到闸门结构表面形成锌镀层,防止钢材腐蚀。由于锌镀层本身有一些细微孔隙,所以常与涂料防腐联合应用。喷锌防腐常用于数量少、面积小、维护条件差、工作环境恶劣、防腐要求较高的重要结构。 外加电流阴极防腐是以闸门结构作为阴极并合理地布置一些辅助阳极,在电解质溶液中,通过牺牲阳极来保护阴极的电化学防腐方法。该方法常与涂料防腐联合使用,用于保护面积较大,结构数量较多而集中,表面形状比较简单而又常浸水中的重要结构。 2.2钢闸门一般防腐处理工艺 无论采用哪种防腐措施,必须首先对钢闸门结构表面进行表面处理,方法有三:人工法、机械法和化学法。目前常用的是干喷砂法(属机械法)。因此一般钢闸门防腐工艺流程为:表面处理(喷砂)—喷镀(喷锌)—涂料涂装。三、钢闸门防腐处理中需要注意的几个问题 由于受施工季节、工期和场地等条件影响,防腐处理过程中常出现一些违规现象,为此有必要从理论上提高认识,做到有据可查、有规可依,从而有效提高防腐质量。下面结合施工经验对一些难以统一标准的问题作简单论述。 3.1气象条件 气象条件主要是作业时的温度、湿度和露点。对喷砂和喷漆作业,要求:钢板表面温度高于露点3℃以上;相对湿度不大于85%;环境湿度喷砂为0℃以上,喷漆为10℃以上。露点是指潮气将凝结成液体的温度。 3.2环境条件 喷砂场地严禁闲人进入,保护磨料干净、清洁;喷砂作业与喷锌、喷漆作业要进行有效隔离,防止相互影响。 3.3各工序间的时间间隔 喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。 3.4喷涂距离与角度 喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。 3.5涂层遍数与厚度 一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。 3.6边角位置及拼接焊缝处的喷涂 为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门喷涂。 闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。 四、防腐处理质量检查 钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。 4.1表面处理(喷砂) 一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。 4.2喷锌 外观质量目测检查,镀层表面应均匀无杂物、起皮、鼓泡、孔洞、凹凸不平、粗颗粒、掉块及裂纹等缺陷。 镀层附着力用划网络格法检查,具体操作按规范(DL/T5018-94)执行。镀层厚度一般为120-250μm,用磁性测厚仪测定,测点合格率不得低于85%。


宁津拍门生产,扬禹水工机械有限公司专业从事宁津拍门生产,联系人:高经理,电话:19831855678、19831855678,QQ:282083253,发货地:冀州区西王开发区,以下是宁津拍门生产的详细页面。