



我们的不锈钢碳素钢复合管实力工厂放心选购产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:不锈钢碳素钢复合管实力工厂放心选购的图文介绍


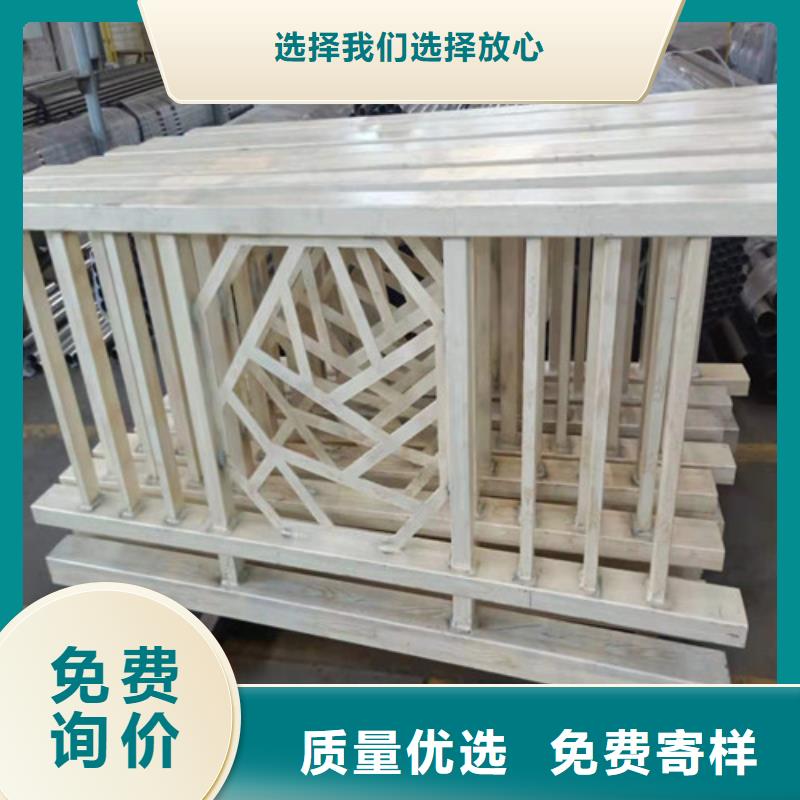
灯光护栏是铝合金和钢结构相结合,既满足一般栏杆的强度要求,又能减少栏杆本身的重量且增加质感。将灯光和栏杆相结合,同时满足防护和景观照明的效果。公司集工程设计、产品研发与生产、工程咨询与管理于一体的方位景观照明解决方案供应商,是以城市环境建设为主营业务的综合性企业。公司的业务范围涵盖城市环境规划设计、夜景观节能控制、灯光照明、城市景观、城市设施及环保科技的研究与应用领域。灯光护栏美观性护栏流线形的外观,柔和的色调,能协调周围的景观,能融和现代都市空间及自然环境,让你悠游其间。灯光护栏性护栏横杆灯光采用PC外罩及45度角的安装方式,使得透出的灯光均匀照亮人行步道,避免了眩光的产生。立柱的灯光采用LED光源的提高了护栏的景观照明特点。 横杆扶手采用高强度铝合金,经过T5热处理成形,并经过独特设计,一体成形,全无焊点,整体强度提高。灯光护栏实用性护栏表面经特殊工艺处理,形成保护膜,光滑平整,不生锈,清洁方便,不需保养。灯光护栏产品采用钢结构,表面进行镀锌喷塑处理。可用于桥梁道路、河道、高架桥城市交通桥,灯光护栏产品是将灯光跟普通栏杆结合,减少了后期的亮化费用,且便于维修,外观大气。横杆和扶手采用铝合金材质,增强护栏的质感和人体扶上去的的手感。灯光护栏舒适性眺望远处,观赏美景,为您提供一个舒适、的平台。灯光护栏耐候性本产品以其铝合金的特性,表面再经过特殊处理,所以不论在空气污染的都市或海盐腐蚀的海岸地区,均能安心使用,为您解决维修的后顾之忧。



卓越不锈钢复合管护栏有限公司视 内蒙古通辽道路隔离护栏产品质量为企业的生命,我们从原材料到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和检测设备为用户提供质优 内蒙古通辽道路隔离护栏产品提供可靠保证。


此外,在弯曲、抗扭强度相同时,重量较轻,它被普遍用于制造机械零件和工程结构。在国内,此类不锈钢复合管也在逐渐淡出人们的视野;其次,铜管在装修,特别是在卫浴装修中也有一定的运用率,但价钱偏贵与铜蚀等要素却需求用户慎重思索;第三要引见下铝塑复合管,PPR塑料管重量较轻,可弯曲性较强,但若作为热水管运用,长期的热胀冷缩变形量大,更会呈现渗漏现象.所以,不同材质的不锈钢复合管会呈现不同的运用效果致使于结果,而除了上述几种不锈钢复合管之外,近年来,从我们不锈钢复合管厂年销售数十万吨的销售业绩来看,不锈钢复合管这种高科技材质曾经被市场所接受。另外,顶部有角度的护栏网其立柱也要带有相同角度。圆形钢管立柱:圆形立柱也有区别,也要看配合什么护栏网运用。 勾花网护栏运用的立柱就是一种专用的类型,只适用于勾花网这种护栏,这与它的安装方式有关;双边护栏网或框架护栏网运用的立柱普通是带角度的48mm钢管立柱,有时也不带角度,这要看护栏网带不带角度;双圈护栏网或是其他厂区(仓库)隔离网也经常运用圆形的不带角度的圆形48mm立柱。至于土耳其运进加工制度(IPR),MehmetZeren先生称,土耳其制造商之所以从国外进口原料,是由于欲与其他不锈钢复合管栏杆消费国,如中国竞争。据悉,中国可以在本国活的较为低价的原材料,但是土耳其却无法从本国置办有竞争优势的原材料。而运进加工制度(IPR),旨在鼓舞土耳其出动,包括在出口完成后,对进口的原材料采取退税措施。MehmetZeren先生还称,土耳其制造的螺旋焊管将有可能应用到之前通常运用高频直缝焊管的中东项目。



不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。