



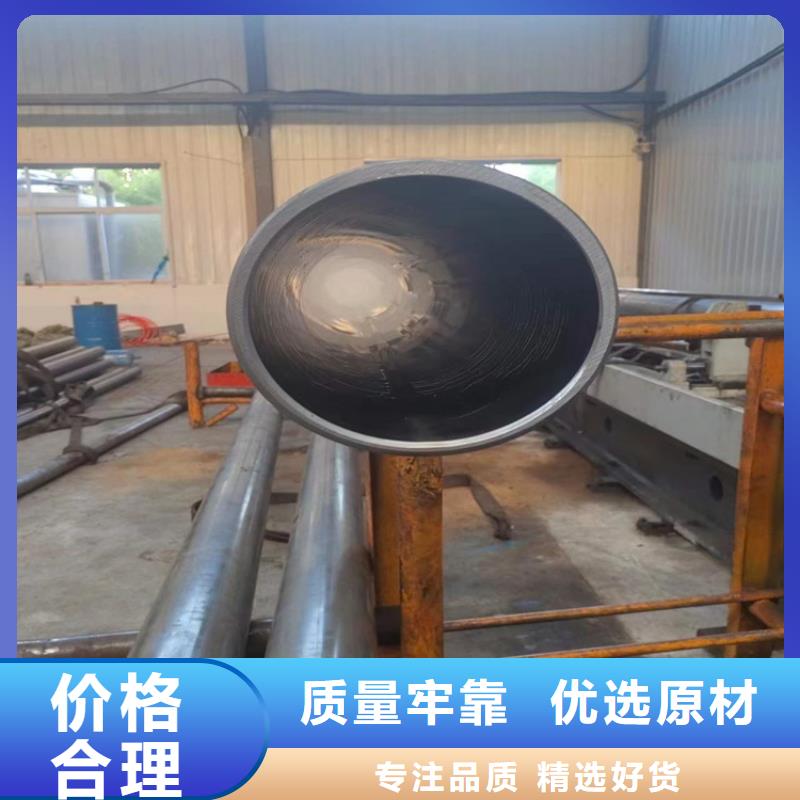
我们的高精度珩磨管总代直销视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:高精度珩磨管总代直销的图文介绍


澳门珩磨管油缸管绗磨管造成油缸管开裂的主要因素造成油缸管开裂的主要因素是什么?有以下几点:1、原材料选择:为了节约成本,一些油缸管制造商会选择小钢厂生产的圆钢进行加工,但这些小钢厂生产的圆钢会有大量的气泡和气体孔洞等后处理后,容易引起开裂。厂家采购,货源可靠证明书。2、热处理温度控制不到位:小型制造商没有专业的生产经验和技术。车间工人仅凭加热温度和持续时间无法保证钢管的热处理是否到位,热处理会影响钢管的力学性能改变但一般厂家对不同的钢种、厚度和机械性能有明确的指标,没有检测设备来判断管道是否满足客户的要求绩效指标珩磨管磨管



安达液压机械有限公司建立了完善的市场服务体系,各项制度成熟。运用现代企业的管理方法主要生产: 澳门珩磨管加工厂等系列百多个规格品种。
安达液压机械有限公司是澳门认定“高薪技术企业”、“守合同重信用单位”,今后我公司加快企业商标战略制定和实施的步伐,提高 澳门珩磨管加工厂产品档次,企业整体竞争力。


澳门珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管



澳门企业旺旺珩磨管绗磨管油缸管中国珩磨管油缸管行业珩磨油缸管规模珩磨油缸管通过面向质量为本品种规模扩大,是珩磨油缸管业数十年比例膨胀操作的主要模式是自由基颠覆的延续。任何改革都会涉及利益的深刻调整格局。中国珩磨油缸管行业珩磨油缸管规模珩磨油缸管也将带来改珩磨油缸管阵痛珩磨油缸管因为大多数习惯于钢材价格的传统操作模式。例如,在历史的长河中的发展,一些企业习惯于依靠生产增加珩磨油缸管稀珩磨油缸管成本,但在珩磨油缸管规模珩磨油缸管新的形势下,这种方式将难以为继;同时,由于珩磨油缸管走规模珩磨油缸管分手生产组织的现有格局,企业不得不面对的一些工作人员重新安置的新问题。.....所有这些都在不同程度上为企业珩磨油缸管规模珩磨油缸管测试。
