





我们为您呈现了可定制河道灯光栏杆的厂家产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:可定制河道灯光栏杆的厂家的图文介绍


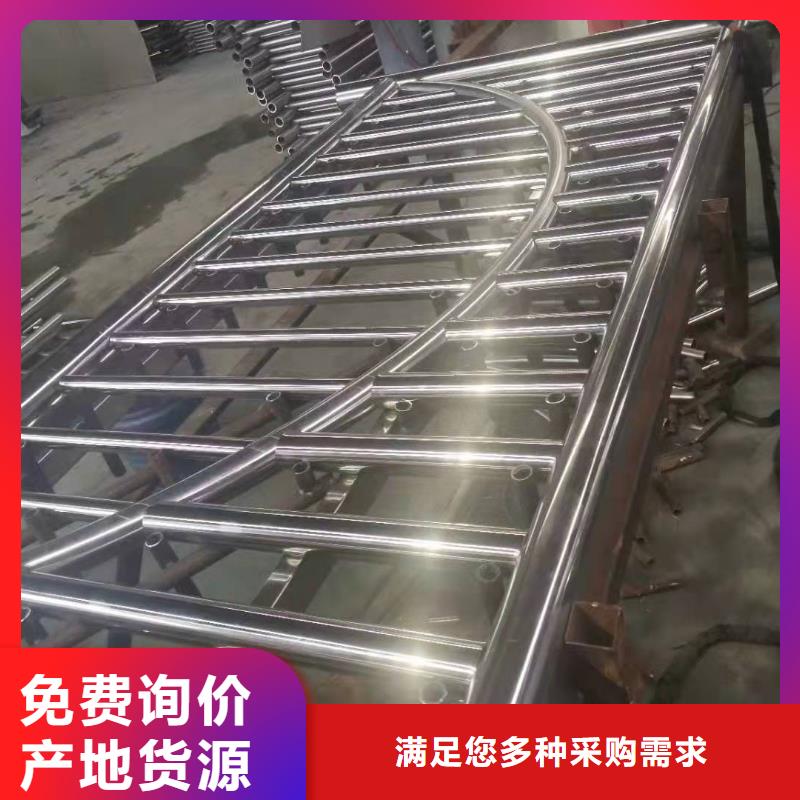
千万不要用任何保养剂对不锈钢护栏进行保养,这样不会起到任何保养作用,还会损伤到护栏表面的材质,降低不锈钢护栏的使用寿命。桥梁护栏形式的选择,首先应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。产品特点:安装简便:201不锈钢碳素钢复合管采用插接式安装,简便快捷,固定牢靠。外观美观:201不锈钢碳素钢复合管具有白、蓝、红、绿等多种颜色,色彩、装饰性强,可与其他材料组合使用。特点:201不锈钢碳素钢复合管不退色、不发黄、不脱皮、不开裂、不起泡、不虫蛀,不需要日常,不污染环境,是景观的选择。 本产品采用热镀锌钢材料,表面采用聚酯彩色粉末涂层,大大延长了产品的使用寿命。良好的耐候性,耐盐雾性和耐性能,适合不同地域的使用。静电喷涂的表面,使护栏产品具有良好的自洁性能,雨水冲刷和水喷洗即可光洁如新。适用于重要桥梁的景观设计。当桥梁穿过高速公路,城市轨道交通,高速公路和干线铁路等重要交通通道时,应在桥。的高度不应小于2米,的长度应为地下通道的宽度,并在每个方向上延伸10米。河道护栏作用在桥上行人栏杆扶手上的垂直载荷应为2KM/m,水平向外载荷应为5KM/m。不锈钢复合管护栏施工的注意事项:管道切割时管端的不锈钢层易受碳钢腐蚀所以切割后端部用不锈钢半圆锉刀或圆锉刀进行打磨处理使切口部位齐整,不锈钢层紧贴碳钢管道切割或套丝完成后,应将管端的毛刺油渍清理干净以。 丈量控制点依照每5m设置一个,为标高及线形的控制打好根底,然后将防撞栏范围内的混凝土进行凿毛并清理洁净。钢筋加工尺度要,设备时选用定位架法进行设备。定位架立在丈量控制点上,选用水平尺进行调平,前段横杆与立杆的视点是根据规划图中的视点加工的,横杆的长度也是根据规划图中的尺度预留的。将方位调好的,钢筋与翼板预埋,钢筋焊接牢固。当方位好今后,立即选用电弧焊将, 钢筋与预埋在梁体翼板中的, 钢筋和之前设备的, 钢筋焊接牢固。以此类推每隔5米形成一个标准断面,然后挂线设备中心段落钢筋。模板设备、加固、撤除选用防撞栏模板台车。



森鑫金属制品有限公司主营产品有 西藏昌都不锈钢复合管护栏,本公司库存量充足,品种齐全,并且可以根据客户要求加工定做。公司历经几年的发展,现已成为行业领先、工艺技术装备水平高、品种规格齐全的射线防护生产销售于一体的企业,并与各大厂商组建联合销售。我公司以“雄厚的技术力量、高品质的产品、合理的价格及周到快捷的服务作为不懈进取的准则;不断的向新老客户提供更好、更新、更的技术支持。诚信为根,质量为本、价格合理是我们的宗旨。森鑫金属制品有限公司欢迎新老客户来公司参观指导或来电、来函洽淡业务。服务三保:保证质量、保证时间、保证数量服务宗旨:雄厚的实力、优质的产品、低廉的价格、的服务。郑重承诺:保证以优质的质量、良心的价格、完善的服务来答谢新老顾客的信赖!


将本来看是的设置变成了人为的不因素。所以在公交站点和出租车停靠点设置一个人出入的小开口岂不更好。许多城中村或主要街道路口,未能合理留置出口,造成车辆和人员出行成困难。一些机动车辆不得已提前进入人行道或自行车道,也会影响交通和路边行人。主杆扶手、立杆为φ51×0不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×0.8不锈钢管,样式参考下图楼梯间栏杆水平段做法,但上横杆直接与两侧墙连接(不选用下图带圆弧形式)。4)连接节点要求与墙体连接点采用锚栓连接,锚栓材质为HPB23长度应不小于100mm;每个连接点的锚栓数量不得少于2个,同时施工单位必须保证连接的牢固性。 现在被广泛运用与桥梁护栏、河道护栏等行业,它的效果也在生活中充分的体现出来了。以上是桥梁防撞护栏查询的图片不锈钢复合管生产厂家生产的桥梁护栏、不锈钢复合管厂家经 质量检测,使用寿命长,规格齐全。往常的护栏,曾经开端在我们的生活起到了很重要的作用。特别是在住宅小区,以及一些公共的场所这一种,更是会经过护栏,中止个更好地防护。同样的,往常的护栏也开端呈现了不同的材质,其中的不锈钢护栏,更是成为了往常很多的都会直接运用到的护栏。 观察表面有没有断丝、破洞、涂层露底等现象。道路护栏规格检测:桥梁护栏丝径粗细。丝径是影响道路护栏质量的一个至关重要的因素,价格也因此而不同,所以这一项一定要检测,检测工具使用千分尺。桥梁护栏、网孔大小。立柱和我们不锈钢复合管组合制作护栏也成为时尚主流,大多旅游景点已经逐步在更换这种产品。其特点美观,耐腐蚀,成本比纯不锈钢便宜很多。叠加4-5月份钢材时节性上涨,不锈钢管钢铁板块将连续当时反态势。声测管焊接是两种材料的衔接,经过在材料凝结温度以上加热来完成。声测管焊接是两种材料的衔接,经过在材料凝结温度以上加热来完成。声测管焊接技术有激光声测管焊接、固态声测管焊接和电弧声测管焊接。



