

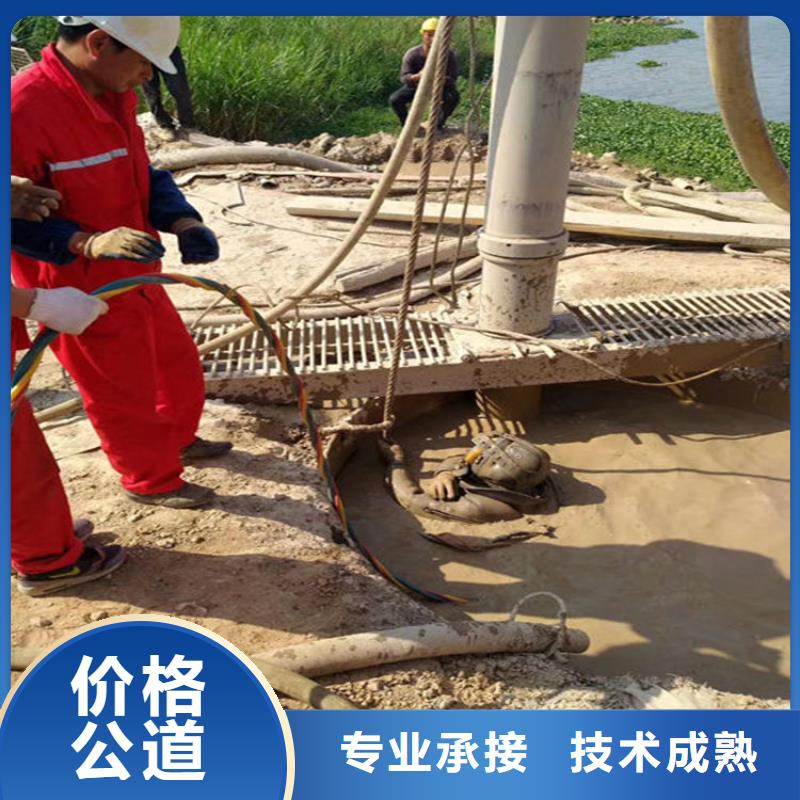


准备好领略楚雄市钢结构水下切割-全市水下作业施工队伍产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:楚雄市钢结构水下切割-全市水下作业施工队伍的图文介绍



乙炔切割主要是依靠乙炔燃烧氧气助燃产生的高温使金属材料融化,海水里燃烧不能发生。因为乙炔在水深15米左右的压力下就要分解而导致,所以未能被应该到水下施工。电弧-氧切割:借助空心割条产生的电弧把工件熔化,并用空心割条中喷射出的氧气把熔化金属吹开,形成割口空心割条用钢管或碳化硅等陶瓷管,外涂稳弧剂并覆以防水漆或环氧树脂。 切割氧气压力应比水深压力高0.5~0.7兆帕。电弧-氧切割速度比火焰切割高,技术要求低,设备简单,是水中解体常用的方法。熔化极水喷射电弧切割:借助高压喷射水把由电弧熔化的金属吹开。这种切割割口表面清洁,背面挂渣少。 熔化极连续送进,切割电流大,切割速度高,又不需要氧气,是一种很有发展的水下快速切割方法。等离子弧切割:由于水压对等离子弧的压缩和冷却作用,水下等离子弧的切割电源的空载电压要求高达180伏以上,一般采用遥控切割以确保。 主要用于核污染结构件的水中解体。水下摄像容易收到水源散射的影响而造成拍摄效果不好的状况,那么到底容易受到哪些影响呢。到底应该如何拍摄才能更清楚呢。选择透明度高的水域或时机拍摄。通常,水下摄像的作业水域是无法由作业人员自由选择的,但在有些情况下,比如附近有透明度高的水域、影像质量要求较高时,如果条件允许,则可以将作业对象转移到水质好的水域进行拍摄。 此外,即便是在同一水域,随着潮汐、水流、天气等变化,水的透明度也会发生变化,作业人员只要注意观察、积累经验,选择透明度相对较高的时机进行作业,就会改善拍摄效果。采用近距离拍摄。在相同的拍摄条件下,水下摄像机离被摄物体的拍摄距离越近,光在水中的传输过程受到水的散射作用就越小,拍摄的影像也就越清晰。



煜荣水下工程有限公司企业主要产品有 山西朔州水下录像等产品。煜荣水下工程有限公司的开发紧追时代潮流,不断推出更新颖、更优质的煜荣水下工程有限公司系列产品。


目前我国水下打捞、作业技能和使用已不再局限于传统意义上的沉船沉物活动,在许多职业都有使用,已使用于比如海上人命救助、抢险救灾、打捞清障、海上石油天然气开发、桥梁地道建造、水下施工、海产品的饲养捕捉、市政建造、科学试验等范畴。 这可能是在高压条件下引起维生素c的氧化,而在正常压力下谷胱甘肽和胱氨酸可防止维生素c的氧化。所以深水作业者应多吃含维生素c食物。工程潜水队表示,关于水下作业的事故的防范手册,可能水下作业人员都看过。 在这里所要讲述的是关于水下作业中水下焊接施工的事故发生原因,谈到电焊在很多人脑海中会是擦出火花四溅的场景。而这只是我们常见的焊接作业场景,然在水下焊接到底会不会是同样的状况呢。如果您认真的看完这篇文章你就会对水下焊接有所了解,其实你所视为神秘的事物,一旦你解开面纱的时候是多么神奇。 水下电焊与切割的致险因素的特点是:电弧或气体火焰在水下使用,它与在大气中焊接或一般的潜水作业相比,具有更大的危险性。水下电焊与切割作业常见事故有:触电、、烧伤、烫伤、溺水、砸伤、潜水病或窒息伤亡。事故原因大致有以下几点:沉到水下的船或其他物件中常有、燃料容器和化学危险品,焊割前未查明情况贸然作业,在焊割过程中就会发生。 由于回火和炽热金属熔滴烧伤、烫伤操作者,或烧坏供气管、潜水服等潜水装具而造成事故。沉到水下的船或其他物件中常有、燃料容器和化学危险品,焊割前未查明情况贸然作业,在焊割过程中就会发生。由于供气管、潜水服烧坏,触电或海上风浪等引起溺水事故。 做好水下打捞起吊前的准备工作,对确保打捞工作的正常运行并保障打捞物完整具有十分重要的作用。下面,就由我公司的技术人员为大家带来详细解答。工作人员表示,水下打捞起吊的对象一般为沉船或重型货物,主要准备工作有以下几种:水下勘探。



从工件边缘开始切割时,首先将割条端部触及工件边缘,并垂直于切割面,使割条内孔骑到工件边缘棱线上,然后送电起弧。从中间开始切割时,要比从边缘开始切割容易一些。首先将割条端部触及工件,使之与工件的切割面成80°~85°角,然后采用接触法或划擦法引弧。 引弧后保持原地不动,直至割穿后再开始正常切割。水下切割是指在水中对工件进行的切割。水下切割主要用在海难救捞和核污染结构件的水中解体。水下切割按切割原理可分为水下热切割﹑水下切割和水下机械切割。水中施工使用广泛的一种切割技术﹐约占水下切割总量的90%以上。 水下热切割方法有四种①火焰切割﹕水中火焰切割採用氢气作为可燃气体。乙炔在水深15米左右的压力下就要分解﹐所以未被推广应用。②电弧-氧切割﹕藉助空心割条產生的电弧把工件熔化﹐并用空心割条中喷射出的氧气把熔化金属吹开﹐形成割口(见图电弧-氧水下切割)。 空心割条用钢管或碳化硅等陶瓷管﹐外涂稳弧剂并覆以防水漆或环氧树脂。切割氧气压力应比水深压力高0.5~0.7兆帕。电弧-氧切割速度比火焰切割高﹐技术要求低﹐设备简单﹐是水中解体*常用的方法。熔化极水喷射电弧切割﹕藉助高压喷射水把由电弧熔化的金属吹开。 这种切割割口表面清洁﹐背面掛渣少。熔化极连续送进﹐切割电流大﹐切割速度高﹐又不需要氧气﹐是一种很有发展的水下快速切割方法。等离子弧切割﹕由於水压对等离子弧的压缩和冷却作用﹐水下等离子弧的切割电源的空载电压要求高达180伏以上﹐一般采用遥控切割以确保。 主要用於核污染结构件的水中解体。采用成形装﹐可进行平板的直线切割﹑穿孔切割以及标準几何形状的成形切割﹐常用於海底废弃油井输油管道的切割。利用金属切削的方法在水下切割。一般是用铣刀﹑车刀或砂轮片切割机切割﹐主要应用在水下焊接时对坡口要求加工的场合。
