



想要一睹双承一插三通质优价廉产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
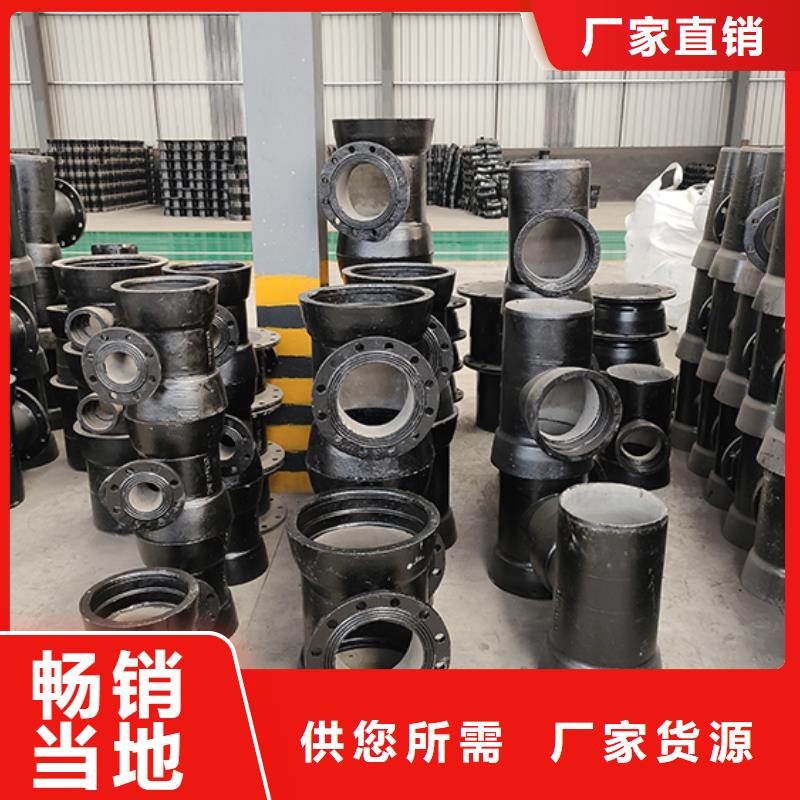
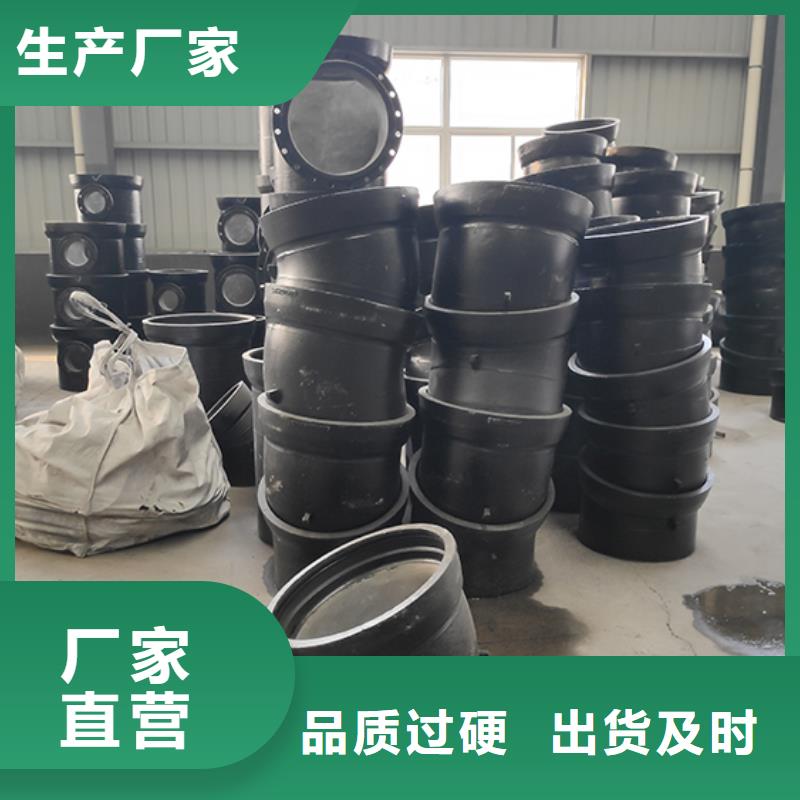
以下是:双承一插三通质优价廉的图文介绍
鑫福兴管业有限公司是一家集生产、销售为一体的综合型企业,旗下生产销售 湖北恩施球墨铸铁管系列产品;公司自成立以来,质量上乘的产品,实实在在的价格,周到细致的服务,受到客户的认可。以“信誉求发展”以“质量求生存”,是公司一贯的经营理念。公司将循序渐进,继往开来,为广大新老客户呈现优良的 湖北恩施球墨铸铁管产品。

灌水。打开系统 点的放气阀,关闭系统 点的泄水阀,向系统灌水。试压用水应使用纯净水,当对奥氏体不锈钢球墨铸铁管或连有奥氏体不锈钢球墨铸铁管或设备的球墨铸铁管进行试验时,水中氯离子含量不得超过25*10-6(ppm)。待排气阀连续不断向外排水时,关闭放气阀。检查。系统充水完毕后,不要急于升压,而应先检查一下系统有无渗水漏水现象。升压。吹水检查无异常,可升压,升压用手动试压泵(或电动试压泵),升压过程应缓慢,平稳,先把压力升到试验压力的一般,对球墨铸铁管系统进行一次的检查,若有问题,应泄压修理,严禁带压修复。若无异常,则继续升压,待升压至试验压力的3/4时,在做一次检查,无异常时再继续升压到试验压力,一般分2~3次升到试验压力。持压。当压力达到试验压力后,稳压10min。再将压力降至设计压力,停压30min,以压力不降,无渗漏为合格。试压后的工作。试压结束后,应及时拆除盲板,膨胀节限位设施,排尽系统中的积水。3.水压试验应注意的事项1)试验前,想系统充水时,应将系统的空气排尽。2)试验时,环境温度不应低于5℃,当环境温度低于5℃时,应采取防冻措施。3)试验室,应测试试验温度,严禁材料试验温度接近脆性转变温度。4)承受内压的地上钢球墨铸铁管及有色金属球墨铸铁管试验压力应为设计压力的1.5倍,埋地钢球墨铸铁管的试验压力应为设计压力的1.5倍,且不得低于0.4MPa。5)当球墨铸铁管与设备作为一个系统进行压力试验时,球墨铸铁管试验压力等于或小于设备的试验压力时,应按球墨铸铁管配件的试验压力进行试验,当球墨铸铁管试验压力大于设备的试验压力,且设备的试验压力不低于球墨铸铁管设计压力的1.15倍时,经建设单位同意,可按设备的试验压力进行试验。

球墨铸铁管配件是一种铁、碳、硅的合金,其间碳以球状游离情况存在,具有铁的本质,钢的功用,运用离心法铸造的球墨铸铁管,管径在DN100一 DN2200之间,但由于DN≥-> 1200mm及DN≤400 mm的球墨铸铁管,铸造难度大、相对代价高,况且大口径球墨铸铁管管壁簿,承、插口端简略变形,影响管道敷设,球墨铸铁管当时宜适用于DN400 mm~1 000mm之内.其管道具有以下明显的特征:(1)、球墨铸铁管可承受的内水压力可抵达3.0 MPa,其延伸率、刚度、抗拉强度均较大;(2)、管件规范彻*底,能习气各种设备需要;(3)、球墨铸铁管接口一般选用承插口,系柔性接口,拆装便当,承受有些沉陷才干较强,可在管内有少量余水的情况下修补;(4)、球墨铸铁管一般外表防腐首要喷涂锌层,再喷沥青保护,其管壁内衬水泥砂浆,耐腐蚀才干强于钢管,但弱于非金属管道;(5)、一般有50年的运用寿数,比钢管的运用寿数长.球墨铸铁管在运用时一*定要注意管道柔性接口处的防*滑脱疑问.


一、球墨铸铁管、球墨铸铁管配件的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。二、碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。 三、稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。 四、球墨铸铁管浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,则不能保证金属液顺序凝固;另外,冒口的补缩效果是由冒口的数量、大小以及与铸件的连接有关的。五、球墨铸铁管的温度:浇注球墨铸铁管温度高,有利于补缩,但太高会增加液态收缩量,对缩孔、缩松不利,所以应根据具体情况合理选择适宜的浇注温度。六、砂型的紧实度:若砂型的紧实度太低或不均匀,可能会产生型腔扩大的现象,致使原来的金属不够补缩而导致铸件产生缩孔缩松的现象。七、磷:球墨铸铁管铁液中含磷量如果偏高,会使凝固范围扩大,低熔点磷共晶在***后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。 球墨铸铁管道气密性检测的常用方法:气密性试验是球墨铸铁管生产过程中不可缺少的工序,是产品质量的保证,在使用过程中气密性指标也是非常重要的。生产、气体泄漏检测的重要过程包括有毒气体泄漏检测、可燃气体泄漏检测和气密性试验。


