


以下是【不锈钢复合管护栏2】桥梁防撞立柱制造厂家的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:【不锈钢复合管护栏2】桥梁防撞立柱制造厂家的图文介绍

腾昊金属制品有限公司是 辽宁本溪不锈钢复合管道路护栏协会会员单位。本公司专业从事 辽宁本溪不锈钢复合管道路护栏的开发,生产和销售服务于一体的高新技术企业 ,公司生产设备齐全,生产工艺先进,拥有一套完善、精密、可靠的检验设备, 辽宁本溪不锈钢复合管道路护栏产品采用国标组织生产,严把原材料进厂检验关,对产品实行送检、抽检、巡检“三检”相结合,产品质量稳定可靠,并经技术监督局采标验收可放心采购。


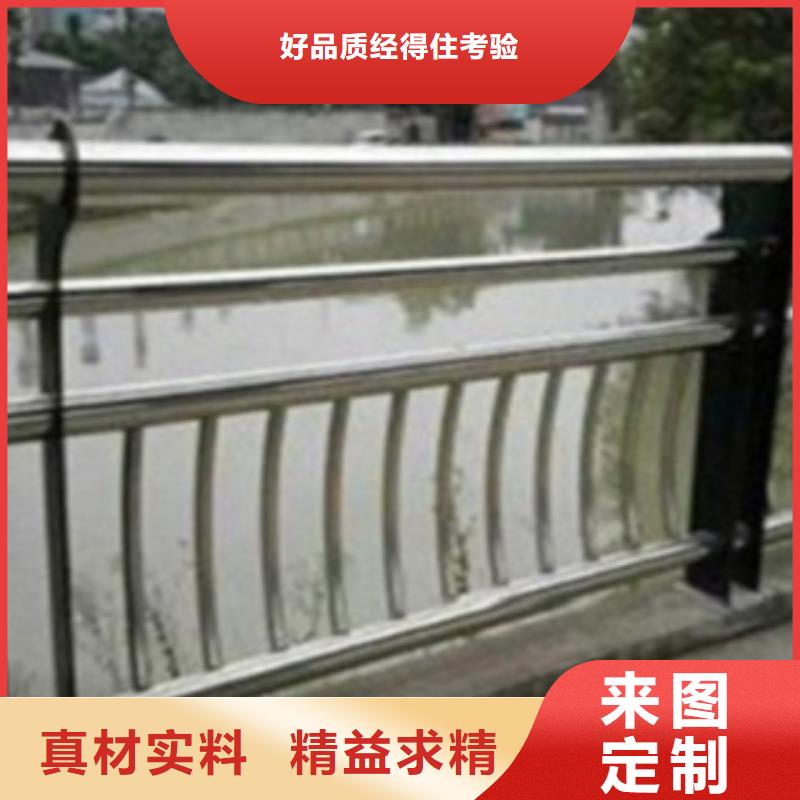
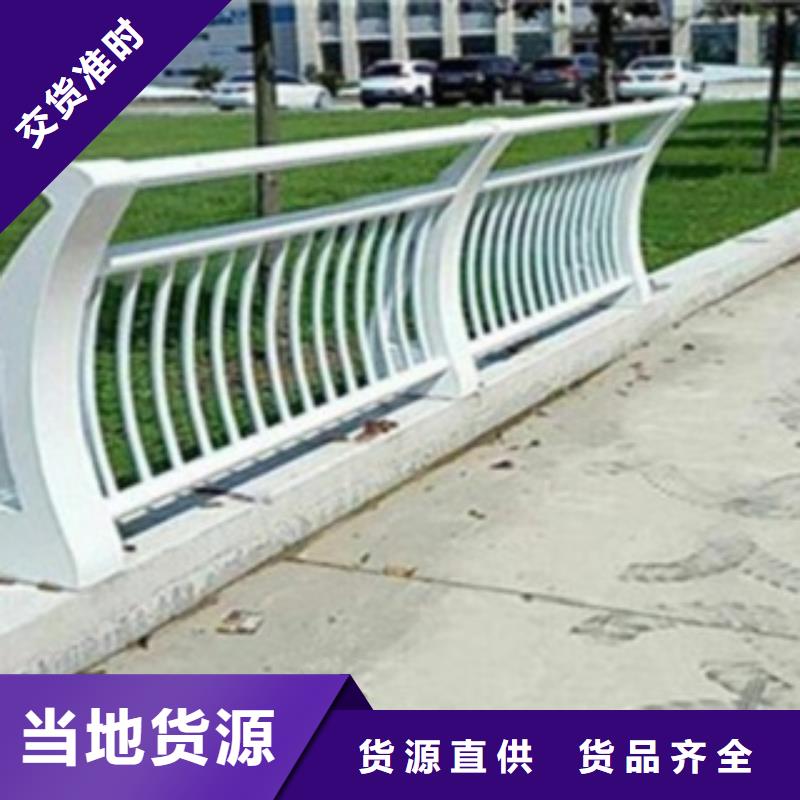
锌钢是磷化处理过再喷涂制作,全程选用冲孔式、衔接配件以及螺丝衔接,装置时只要按尺度下料,衔接好配件即可,简略方便快捷。使用寿命来说,铁艺一般是3-5年就会掉漆。锌钢由于磷化处理过,一般是10年左右。从外观上来说不锈钢,锌钢护栏能够喷涂各种客户喜欢的颜色。在不锈钢复合管栏杆装置的时分必定要注意查看它的厚度,不要被他人坑了。另外立管的壁厚应该在0.7mm以上,由于立管装置的时分比较复杂,因而比主管薄一些是正常现象,可是低于0.7就肯定不行了。假如不锈钢复合管栏杆上面生锈了,这时分不能用砂纸去把锈迹打磨掉。这样不但会损坏不锈钢的外观,而且还会损坏不锈钢复合管栏杆外表的保护膜,那么将来就会生更多的锈了。正确的办法是到不锈钢商场去买光亮水,或许跟商家讲专门用来出不锈钢锈的他们就会知道了。假如你想完全的杜绝锈迹,在上面来一遍抛光蜡作用就更好了。云南省丽江市护栏板报价,交通设备产品价格桥梁护栏在咱们运用的桥梁上扮演重要的人物,它不只起到防止车辆和行人越出桥面的风险的一起,它还起到装饰桥梁,美化桥梁的作用,由于关于许多高架大桥来说,护栏的漂亮度也是衡量一座大桥代表性的要害。日子中发作的许多交通事故在很大原因是上跟行人和驾驭员无视交通规则有联系,其次许多交通事故都是由于没有足够的功能的,交通设施不完善,就像咱们过河大桥如果没有桥梁护栏的话我想许多驾驭员都不会开车在上面行驶,可见桥梁护栏在咱们日子中的作用是很大的。



起先的独木桥,就是一颗树横卧小河两头,意图是为了便利行人,但是久而久之,树木经不起年月的锻炼,后来就有了石板桥,巩固耐久,跟着人们认识的,也成为了要点,桥上便架起了护栏,刚开始的时分,栏杆的方。古往今来,桥的呈现不光使人们的日子了便利,并且也给视界增添了美的画面。现在的日子中,随处可见桥,桥的千姿百态,而栏杆的装点,富含文化元素和天然元素,很恰当的融入了周边的,忍不住人们感叹叫绝。性评价规范是进行桥梁护栏功能评判的重要依据,泰孚开展作为桥梁护栏职业的标杆型企业,对此有比较多的了解,就来谈一下目前上遍及认同的桥梁护栏功能四个首要评判规范:桥梁护栏结构完整性:这个。车辆、乘员风险度:这个规范要求碰撞中车辆在特定时刻间隔内的平均加、减速度及乘员的速度改动盆有必要在答应规模内。桥梁护栏的吸能特性:这个规范要求使用桥梁护栏的塑性变形以及立柱的变形大极限的吸收车辆的动能。车辆的运转轨道:这个规范要求在发生交通事端时闯祸车辆的行为要操控在必定的规模,特别是要操控车辆的回弹间隔,避免形成二次事端。河南格拉瑞斯严厉依照要求和职业规范规划出产客户需要的桥梁护栏,对性做出自己应有的确保。人行道或带外侧的桥梁护栏高度不该小于1.10m。栏杆构件间的大净间距不得大于140mm,切不宜选用横线条栏杆。栏杆结构设计有必要可靠,栏杆底座应设置锚筋,其强度应满意规范要求。桥梁护栏强度应满意:车辆以80KM/H的速度,与栏杆成15°角发作磕碰,不落河。桥梁护栏造型、色彩与周围,对重要桥梁宜作景观设计。当桥梁跨过快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面,护网高度不该小于2m,护网长度宜为下穿路途的宽度并各向路外延伸10m。


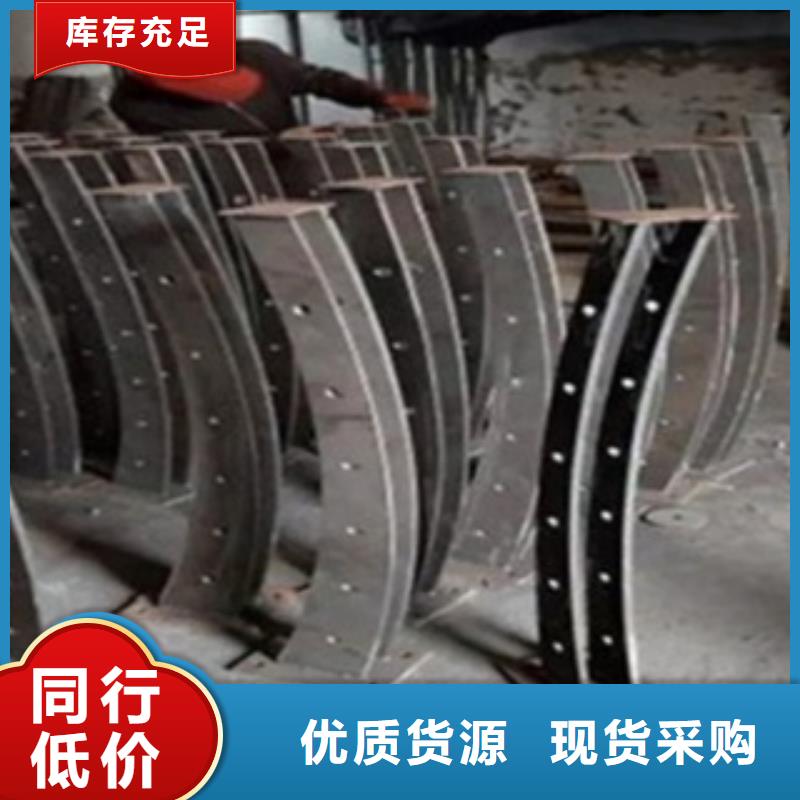
因为复合层和底层之间不易熔焊在一起,所以在组对前,首要进行封焊。封焊应选用热输入量小的焊接办法,所以,关于封焊,咱们仍果用手艺钨极氩弧焊。关于过渡层,其熔敷金属成分十分杂乱,为了使合金浓度梯度不太大,应挑选热输入稍大一些的焊接办法,则咱们选用焊条电弧焊进行焊接。因为底层原料为碳钢,是一种常见的原料,焊接工艺十分老练,所以关于底层的焊接选用焊接电弧焊,以焊接施工功率。复层的焊接打底层选用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接要求高的工序,焊工有必要具有过硬的技术水平和高度的责任感。焊前有必要对管子内部、焊缝反面充99.99%的一段时间用气体氧含量仪从坡口空隙深化抽取气体丈量管子内部氧含量,当氧含量低于50ppm时开端为了确保底层焊接,选用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平坦。选用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行查看,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺点存在,或X射线查看后,方可进行下道主序焊接。过渡层的焊接过渡层是复合管熔敷合金成分为杂乱的焊层,假如焊接参数选用不妥,简单形成熔敷合金浓度梯度过大,然后影响接头的防腐蚀功能接。焊接时选用焊条选用A302,为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。
