您的位置>首页 >吉林当地行业动态 >
45#钢板厚壁卷管厂Q345钢板厚壁卷筒厂价格最低
- 更新时间: 2024-12-26 14:53:04 浏览次数:3
- 产品报价: 电议
- 最小起订: 电议
- 供货总量: 电议
- 运费说明: 电议
以下是:45#钢板厚壁卷管厂Q345钢板厚壁卷筒厂价格最低的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
导读 今年在吉林省购买45#钢板厚壁卷管厂Q345钢板厚壁卷筒厂价格有了新选择,山特金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的45#钢板厚壁卷管厂Q345钢板厚壁卷筒厂价格产品。如需购买或咨询,请随时联系我们,联系人:张经理-15206358344,QQ:940273024,地址:聊城经济开发区汇通国际金属物流园发货到吉林省 长春市、吉林市、四平市、辽源市、通化市、延边市。 吉林省 2022年,吉林省地区生产总值13070.24亿元,按可比价格计算,比上年下降1.9%。其中,产业增加值1689.10亿元,第二产业增加值4628.30亿元,第三产业增加值6752.84亿元。
我们的45#钢板厚壁卷管厂Q345钢板厚壁卷筒厂价格视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:45#钢板厚壁卷管厂Q345钢板厚壁卷筒厂价格的图文介绍

山特金属制品有限公司始终坚持认真严谨的原则稳步进取,不断发展壮大。 公司销售 吉林滤水管产品。公司以良好的信誉、优良的 吉林滤水管产品、雄厚的实力、低廉的价格享誉全国, 吉林滤水管产品深得客户信赖。 我们本着诚信为本的原则,以质量求生存,以信誉得发展的企业经营理念,不断开拓进取。


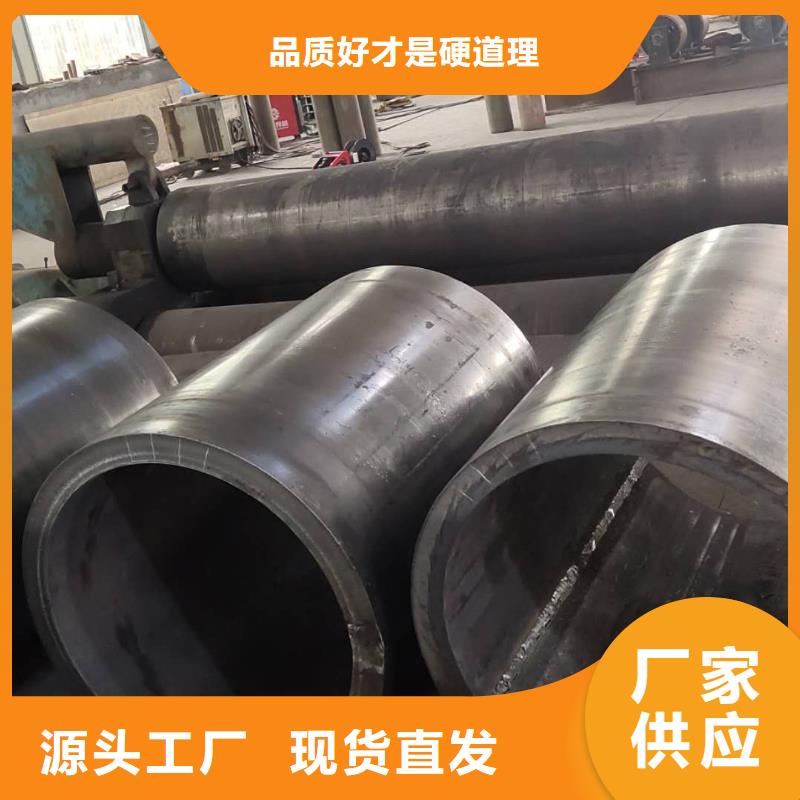
大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图



钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。


总结 联系人:张经理,电话:15206358344,山特金属制品有限公司在吉林省本地专业从事45#钢板厚壁卷管厂Q345钢板厚壁卷筒厂价格,吉林省各个县市以及周边城市均可提供送货上门服务!