




不要犹豫,花一分钟时间观看我们的荣昌304不锈钢复合管栏杆产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
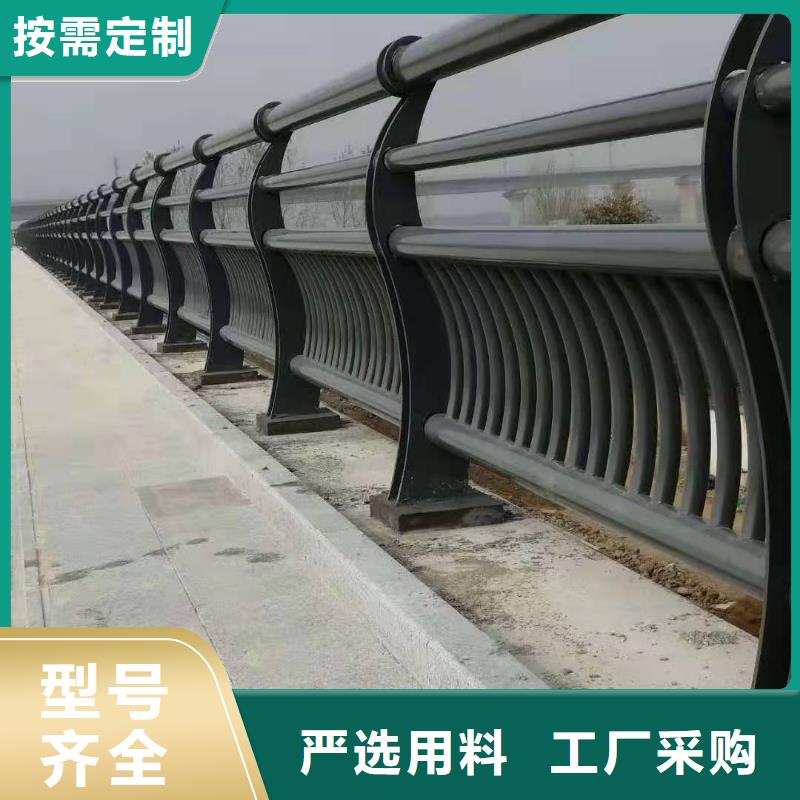
以下是:荣昌304不锈钢复合管栏杆的图文介绍

页面所展示的 重庆桥梁防撞护栏厂产品可销往江苏、上海、浙江、福建、安徽、江西、山东、山西、河北、河南、北京、天津、辽宁、吉林、黑龙江、内蒙、宁夏、陕西、新疆、青海、湖南、湖北、重庆、四川、贵州、云南、广东、广西、海南等省市和自治区。


桥梁护栏的安装步骤
(1)桥梁护栏预制场地应平整、坚实、干净,应采取排水措施,防止现场沉降。每个预制件应一次完成而不中断。
当浇注预制件时,应使用刚性护栏。
(2)桥梁护栏当混凝土采用水平重叠法浇筑时,应在下部构件顶部设置临时隔离层,
仅在下层混凝土强度达到5 MPa后才能浇注上部构件。
(3)在空心板管形式周围浇筑混凝土时,应采取措施防止管材移位,应特别注意防止管体浮起。
桥梁护栏混凝土应浇筑两层。底部应浇注到管模具的中心,并振动沉积。
然后,在下层混凝土足够塑性的情况下,应尽快浇筑上层。上层混凝土应采用振动器与下层混凝土相结合。
(4)在腹板底部扩大截面的T形和I形梁应加宽,然后倒腹板和凸缘板。
(5)预制件底部护栏应按图纸要求安装。预应力混凝土梁板应根据图纸提供的理论拱度值和实际施工情况,
正确预测梁拱的变化,并采取相应的措施。如果预应力后张法预应力混凝土的拱度大,
则应考虑在预制桥台上安装反拱。当梁的实际弯度较大时,会影响混凝土桥面的施工,
应向监理工程师书面报告,会同设计单位协商解决。
(6)U梁或拱肋可一次或两次浇注。在一次浇筑中,首先浇筑底部支承的底部和顶部,
然后在上述混凝土固结后浇注腹板。浇筑两次时,先将底板浇注到支承板顶部,然后根据施工缝浇注腹板混凝土。
(7)箱梁桥梁护栏的浇筑应先倒在地板上,振动压实,然后倒在腹板上。
腹板的浇注可以分段进行,也可以从一端到另一端进行,夯实。箱梁浇筑应采取必要措施拆除箱梁护栏。
(8)所有预制件均应按照图纸准确嵌入,不得遗漏。
(1)桥梁护栏预制场地应平整、坚实、干净,应采取排水措施,防止现场沉降。每个预制件应一次完成而不中断。
当浇注预制件时,应使用刚性护栏。
(2)桥梁护栏当混凝土采用水平重叠法浇筑时,应在下部构件顶部设置临时隔离层,
仅在下层混凝土强度达到5 MPa后才能浇注上部构件。
(3)在空心板管形式周围浇筑混凝土时,应采取措施防止管材移位,应特别注意防止管体浮起。
桥梁护栏混凝土应浇筑两层。底部应浇注到管模具的中心,并振动沉积。
然后,在下层混凝土足够塑性的情况下,应尽快浇筑上层。上层混凝土应采用振动器与下层混凝土相结合。
(4)在腹板底部扩大截面的T形和I形梁应加宽,然后倒腹板和凸缘板。
(5)预制件底部护栏应按图纸要求安装。预应力混凝土梁板应根据图纸提供的理论拱度值和实际施工情况,
正确预测梁拱的变化,并采取相应的措施。如果预应力后张法预应力混凝土的拱度大,
则应考虑在预制桥台上安装反拱。当梁的实际弯度较大时,会影响混凝土桥面的施工,
应向监理工程师书面报告,会同设计单位协商解决。
(6)U梁或拱肋可一次或两次浇注。在一次浇筑中,首先浇筑底部支承的底部和顶部,
然后在上述混凝土固结后浇注腹板。浇筑两次时,先将底板浇注到支承板顶部,然后根据施工缝浇注腹板混凝土。
(7)箱梁桥梁护栏的浇筑应先倒在地板上,振动压实,然后倒在腹板上。
腹板的浇注可以分段进行,也可以从一端到另一端进行,夯实。箱梁浇筑应采取必要措施拆除箱梁护栏。
(8)所有预制件均应按照图纸准确嵌入,不得遗漏。



不锈钢复合管护栏焊接
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。高可达2900多度。
不锈钢复合管护栏焊接
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。高可达2900多度。
不锈钢复合管护栏焊接
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。

聚晟护栏制造有限公司

