

我们的Gcr15轴承钢管实体大厂视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:Gcr15轴承钢管实体大厂的图文介绍

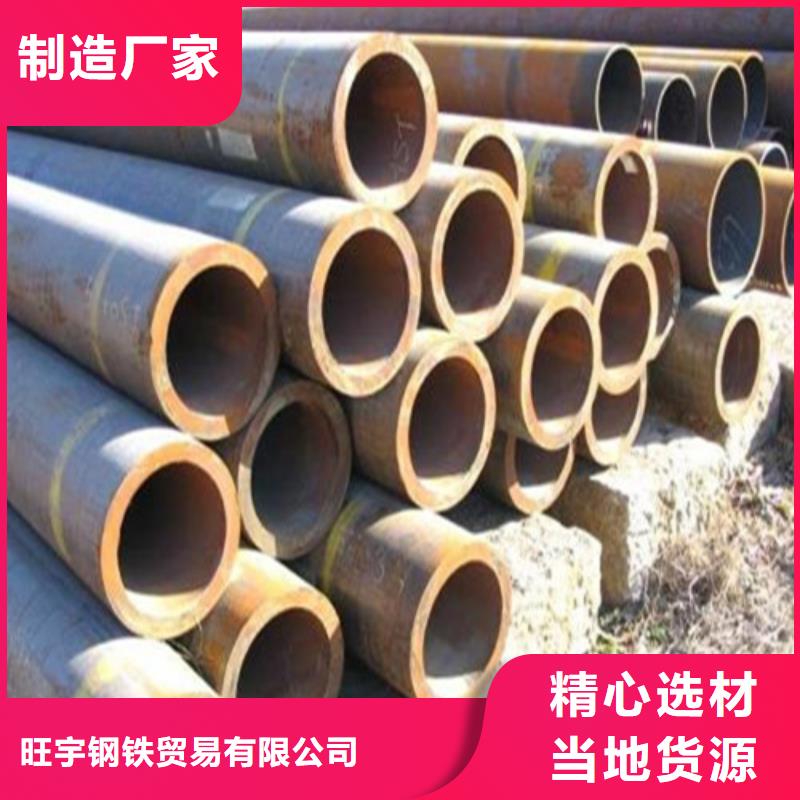
旺宇钢铁贸易有限公司地处河北衡水经开区,是一家从事研发设计、生产、销售 河北衡水注浆管制品为一体公司,以质量求生存,以信誉求发展,以一切为了顾客的方针准则,赢得了广大客户的信赖。 河北衡水注浆管产品畅销全国125个城市地区;诚挚期待与您合作。


无缝钢管其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。焊管物理无缝化处理主要有两种方法:焊缝局部处理法和整体加热处理法。由于主要是焊缝热影响区有硬化现象、机械性能低下,所以我们首先应考虑对焊缝热影响区进行局部处理。 焊缝局部常化处理的方法是采用中频感应加热装置将焊缝热影响区加热至约927。9℃,然后空冷至538℃以下,随后水冷。对于直径较小的钢管,采用管坯整体加热方式处理,然后空冷或在带有可控气氛的冷却室中冷却。以上讲的是高频直缝焊管的无缝化技术。



西气东输无缝钢管技术标准要求错边量小于2mm,由此,要求带钢的月牙弯必须小于8mm/5m,但标准和国内标准GS/714164-93规定带钢的月牙弯为25mm/m,很难满足这个要求。这就是加拿大为什么用钢板而不用钢卷来制作螺旋管的原因。何况螺旋焊管用机械扩径方法来应力难度大,外防腐层厚度在螺旋焊缝处的厚度比管体上的要减薄近30%,这些都不能不列入工程考虑范围之内。制管全过程是一个系统工程,不仅仅限于学术研究上讨论管体力学分析,不能避开管型制作工艺流程、应力方法、无损检测方式以及防腐效果诸多问题。 力学分析只是其中一个重要方面,但不是全部,因此,螺旋焊管工艺及设备方面要适应我国天然气工业的发展,技术改造应当作为重点,例如预精焊、扩径等,同时,由于国内竞争已大大饱和,不宜再建新的生产

