


对于不锈钢景观护栏产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
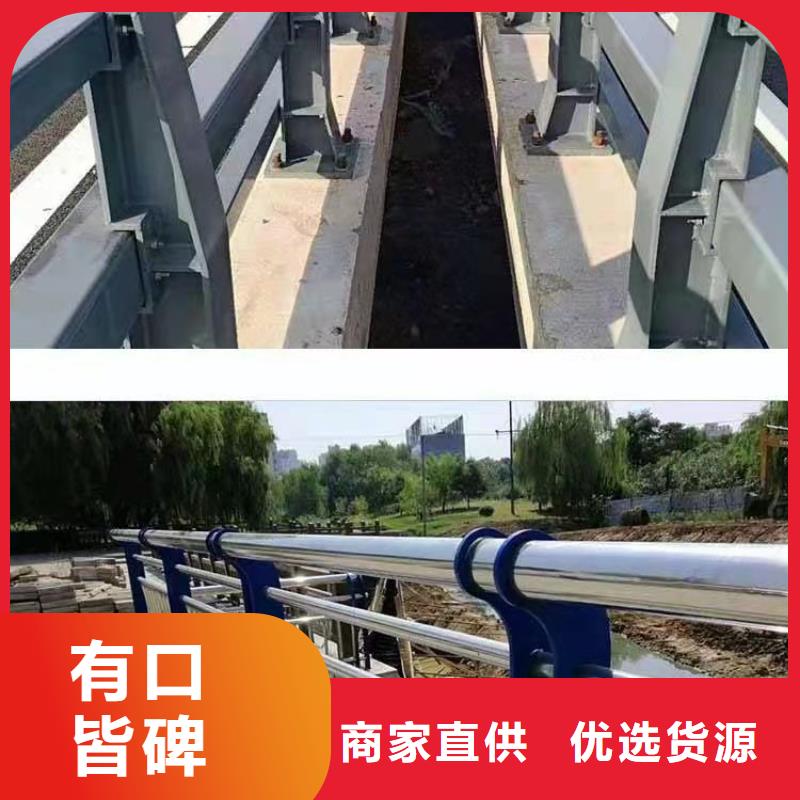
以下是:不锈钢景观护栏的图文介绍
细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。



不锈钢复合管护栏由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和出色美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。契合节能及进步的准绳。不锈钢复合管护栏每天要派人中止专人打扫,每天都是要中止的,关于在外边的护栏要中止定时除锈,由于不锈钢复合管护栏在雨淋的情况下是非常的容易生锈的,因此除锈是必需的。 估量市场建筑不锈钢复合管价钱张望为主。取暖季钢厂严厉限产,钢厂利润进一步上升。目前不锈钢复合管库存处于历史低位,截至11月中旬末,重点企业不锈钢复合管库存为1227吨,较去年同期水平降落3%。截至12月1日,五大不锈钢复合管品种社会库存总量为800.21万吨,较去年同期水平降落29%。 201不锈钢复合管价钱震荡上涨短期或高位震荡运转早盘开市,201不锈钢复合管市场平稳运转,关联持绿震荡,无法对市场构成提振,加之前两日价钱拉涨过快,下游对高位资源接受度有限,201不锈钢复合管贸易商操作上均稳价出货,观盘中成交情况,现主流规格售价在4090-4100元/吨。 2018年季度不锈钢碳素钢复合管的销售情况是怎样的。季度不锈钢碳素钢复合管的销售情况是怎样的。由于往常的这一护栏,是有着一定的光泽的,而且由于是不锈钢材质的,所以在防腐蚀的性能上,还是有所保证的。 本周不锈钢复合管库存呈现社会库存,钢厂库存降落,加之3800元的钢价是部分钢贸商冬储的心理价位,市场呈现一定的冬储启动特征。这会对近期钢价构成一定的提振。但我们以为目前就确认冬储已启动仍言之过早。另外,往常的冬储就会成为开春后的待售库存。



在经营过程中始终坚持:“诚信、务实、卓越、创新”的原则,我们视 山西长治桥梁防撞护栏质量为企业生命,严格控制施工质量,力争百年品牌企业,客户的满意就是我们一直追求的目标。


桥梁护栏的类型
桥梁护栏的类型是有很多的,除按设置位置划分外,还可按构造特征、防撞性能等划分。按构造特征可分为梁柱式(金属钢制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式桥梁护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。按设置位置可分为桥侧护栏、桥梁中间分隔带护栏和人行、车道分界处护栏。
桥梁护栏的生产工艺可以分为二种:
一种是纯手工生产的艺术气息浓厚的工艺。这种生产工艺一般是针对一些艺术气息非常厚重的藤状桥梁护栏而选择的一种工艺。这种工艺生产的栏杆护栏没有固定的规律款式尺寸。无法通过固定的款式尺寸的模具进行生产。
另一种就是生产工艺就是通过模具进行批量生产了。这种工艺是半手工生产的工艺,这种工艺针对的是固定的款式尺寸的桥梁护栏进行生产的工艺。
桥梁护栏的类型是有很多的,除按设置位置划分外,还可按构造特征、防撞性能等划分。按构造特征可分为梁柱式(金属钢制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式桥梁护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。按设置位置可分为桥侧护栏、桥梁中间分隔带护栏和人行、车道分界处护栏。
桥梁护栏的生产工艺可以分为二种:
一种是纯手工生产的艺术气息浓厚的工艺。这种生产工艺一般是针对一些艺术气息非常厚重的藤状桥梁护栏而选择的一种工艺。这种工艺生产的栏杆护栏没有固定的规律款式尺寸。无法通过固定的款式尺寸的模具进行生产。
另一种就是生产工艺就是通过模具进行批量生产了。这种工艺是半手工生产的工艺,这种工艺针对的是固定的款式尺寸的桥梁护栏进行生产的工艺。


