



我们的现场实拍视频将带您走进冷拔三角钢产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
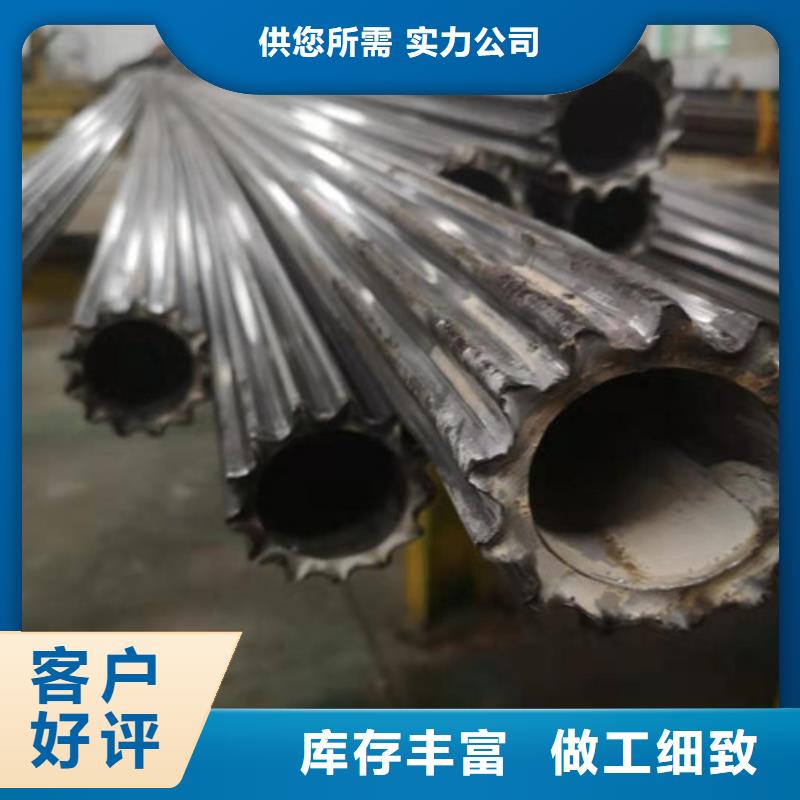
以下是:冷拔三角钢的图文介绍


怎样提高冷拔管的抗拉强度?冷拔管也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(冷拔管抗拉强度、屈服强度或冷拔管、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。冷拔管抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的 力(Fb),出以试样原横截面积(So)所得的应力(σ),称为冷拔管抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。式中:Fb--试样拉断时所承受的 力,N(牛顿); So--试样原始横截面积,mm2。冷拔管(σs):具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称冷拔管。若力发生下降时,则应区分上、下冷拔管。冷拔管的单位为N/mm2(MPa)。 上冷拔管(σsu):试样发生屈服而力首次下降前的 应力; 下冷拔管(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率:(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。 以σ表示,单位为%。式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。断面收缩率:(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。



精拉管业有限公司秉着“以服务求生存,以质量求发展”的经营理念,切实做到信用为本、客户至上,追求客户满意,提供人性化服务。精拉管业有限公司自创立以来,不断创新,开拓进取,运用现代企业管理模式,力求做到【辽宁沈阳冷拉管】行业的标准、业界的良心企业,为市场的规范化、标准化贡献一份力量


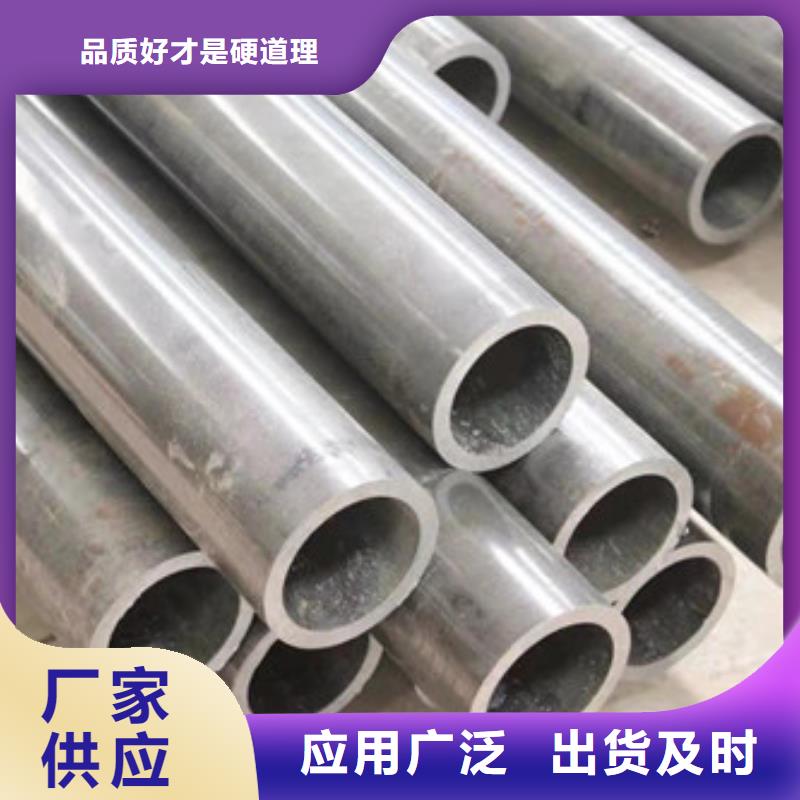
冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。



如何增加冷拔管的冷催性?
(1)固溶强化元素
磷升高韧性一脆性转化温度;还有钼、钛和钒;含量低时影响不大而含量高时升高韧性一脆性转化温度的元素有,硅、铬和铜;降低韧性一脆性转化温度的有镍,先降低后升高韧性一脆性转化温度的有锰。
(2)形成第二相的元素
以第二相增加冷拔管冷脆重要的元素为碳,冷拔管中碳含量增加,珠光体含量增加,平均每增加1%珠光体体积,韧性一脆性转化温度平均升高2.2℃。铁素体一珠光体钢中碳含量对脆性的影响。加入钛、铌和钒等合金化元素,形成弥散分布的氮化物或碳氮化物,引起冷拔管的韧性一脆性转化温度上升。
(3)晶粒尺寸
影响韧性一脆性转化温度,随晶粒粗化,韧性一脆性转化温度升高。细化晶粒则降低冷拔管的冷脆倾向,这是广为应用的方法。
(1)固溶强化元素
磷升高韧性一脆性转化温度;还有钼、钛和钒;含量低时影响不大而含量高时升高韧性一脆性转化温度的元素有,硅、铬和铜;降低韧性一脆性转化温度的有镍,先降低后升高韧性一脆性转化温度的有锰。
(2)形成第二相的元素
以第二相增加冷拔管冷脆重要的元素为碳,冷拔管中碳含量增加,珠光体含量增加,平均每增加1%珠光体体积,韧性一脆性转化温度平均升高2.2℃。铁素体一珠光体钢中碳含量对脆性的影响。加入钛、铌和钒等合金化元素,形成弥散分布的氮化物或碳氮化物,引起冷拔管的韧性一脆性转化温度上升。
(3)晶粒尺寸
影响韧性一脆性转化温度,随晶粒粗化,韧性一脆性转化温度升高。细化晶粒则降低冷拔管的冷脆倾向,这是广为应用的方法。


冷拔管 硬度检测主要有两类试验方法。一类是静态试验方法,这类方法试验力的施加是缓慢而无冲击的。硬度的测定主要决定于压痕的深度、压痕投影面积或压痕凹印面积的大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是应用广的,它们是金属 硬度检测的主要试验方法。这里的洛氏硬度试验又是应用多的,它被广泛用于产品的检验,据统计,目前应用中的硬度计70%是洛氏硬度计。另一类试验方法是动态试验法,这类方法试验力的施加是动态的和冲击性的。这里包括肖氏和里氏硬度试验法。动态试验法主要用于大型的,不可移动工件的硬度检测。
生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。


