


联系我们

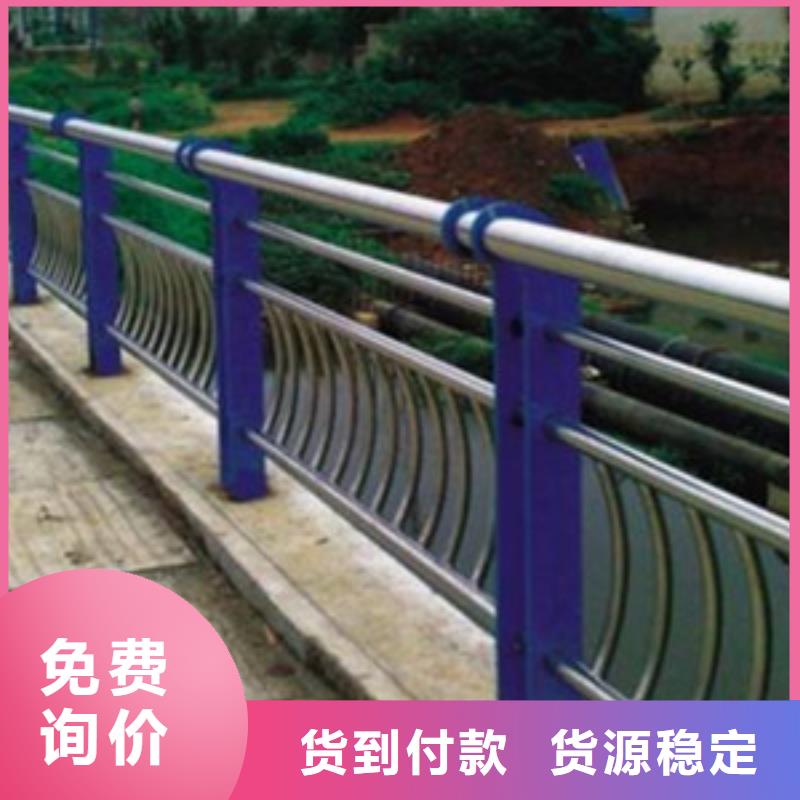
公路桥梁防撞护栏多年生产经营
更新时间:2024-12-29 14:20:11 浏览次数:3 公司名称:聊城 鑫海达金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 8989999 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 可售卖地 | 全国 |
| 适用领域 | 桥梁 道路 公路 公园 景观 |
| 品牌 | 鑫海达 |
| 产地 | 山东 |
| 是否直销 | 厂家直销 |
| 是否定制 | 可定制 |
| 型号 | 201/304/316 |
| 颜色 | 按需喷色 |
| 尺寸 | 按需定做 |





锌钢护栏质量是由不同规格的盘条(铁丝)焊接而成的,盘条的直径与强度直接影响到网片的质量,在选丝方面应选择是由正规锌钢护栏厂家生产的优质盘条拉出来的成品铁丝。其次是网片的焊接或编制工艺,锌钢护栏这方面主要是看技术人员与好的生产机械之间的熟练技术与操作能力,通常好的锌钢护栏是每一个焊接或编制点都能够很好的连接。
针对锌钢护栏的选购方法我们就给大家介绍到这里了,相大家看完了我们的文章之后应该知道如何去选购好的锌钢护栏吧。小编觉得大企业的产品可能会更加有保障一些,特别是售后服务方面,如果产品出现问题的话需要找企业处理,如果企业售后服务不给力,对于用户来说是一件非常麻烦的事情。



集刚性和柔性于一体,能快速管道系统的压力冲击,不会产生水击噪声。
采用嵌入式夹紧连接,安装方便;管子可以自由弯曲,管子接头和弯头可以减少。可弯曲无回弹,可根据实际情况绕过梁柱等构件,减少了大量弯头,比镀锌钢管节省了50%的人工。
热膨胀系数为2.5 *10?6m/m。K,也就是PVC管的1/8。
不锈钢以其美观的外观、耐腐蚀的特点,不易损坏的优点,受到人们的喜爱。
但当不锈钢管表面出现褐色锈斑时,人们会惊讶:为什么“不锈钢”会生锈?那还是“不锈钢”吗?材料有问题吗?事实上,这是对不锈钢片面错误的看法,因为不锈钢在一定条件下会生锈。
不锈钢有能力抵抗大气氧化,即生锈,但也有能力在含有酸、碱、盐的介质中腐蚀,即耐腐蚀。然而,耐腐蚀性随钢的化学成分、相互作用状态、使用条件和环境介质的类型而变化。如304不锈钢材质,在干燥洁净的大气中,有 优异的防锈能力,但它移到海边,在海雾中含有大量的盐,很快就会生锈;材质316表现良好。因此,任何一种不锈钢复合管护栏都不能,在任何环境下都能耐腐蚀,不生锈。


鑫海达金属制品有限公司不仅在发 四川凉山桥梁护栏市场及行业中有着良好的声誉,在公司管理上更有着系统的组织架构,的管理团队,积j i向上的工作氛围,以及为实现新的战略目标同心协力的员工。



数据显现,在高速公路上超越60公里/小时快速移动后,会形成头晕的现象,但在绿色护栏的彼此烘托下,就不会有这样的感觉。绿色自身归于一个常见的装修色,也契合人们的视觉反响。任这便是为什么大面积运用绿色喷塑护栏的一个重要原因。
此外,高速路途护栏是考虑到绿色浸塑护栏的全体审美,究竟,绿色浸塑护栏在许多桥梁路途护栏中很常见,一般来说,运用这种经用、防腐、防锈、导视性杰出的路途护栏,将给咱们带来更好的高速交通驾驭体会。
车间阻隔栅遍及选用框架式结构,框架结构护栏网网片与立柱链接紧凑、全体效果好、并且结构简略轻盈漂亮有用。对车间有很好的阻隔效果。车间阻隔栅色彩可根据需求选用:白色、蓝色、黄色、赤色、绿色等。车间阻隔栅网孔可选用方孔或长方孔、外表选用热浸塑处理是现在 的处理方式。


不锈钢复合管护栏焊接用的是什么电极
不锈钢电极可分为铬不锈钢电极和铬镍不锈钢电极,两种类型的焊条按照 标准、GB/T983-2012的规定进行评定。
铬不锈钢具有一定的耐腐蚀性(氧化酸、有机酸、气蚀)、耐热性和耐腐蚀性。常用作发电厂、化工、石油等设备和材料,但铬不锈钢一般焊接性差,应注意焊接工艺、热处理条件和选用合适的电极。
铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。
不锈钢焊接要点及注意事项
首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极)
一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。)
保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。
从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。
风和通风。在有风的区域,应采取措施堵塞网,并在室内采取适当的通风措施。


