


更新时间:2024-12-29 06:56:12 浏览次数:2 公司名称:聊城 聚贤丰汇金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |



“诚信为本,客户至上”是我们的服务宗旨;以质量求生存、凭信誉谋发展、不断开拓进取、求实创新是我们的经营理念。聚贤丰汇金属材料有限公司的发展需要您的支持与关爱,我们将以热情的态度为您提供专业、优质的【甘肃张掖锻造圆钢】……


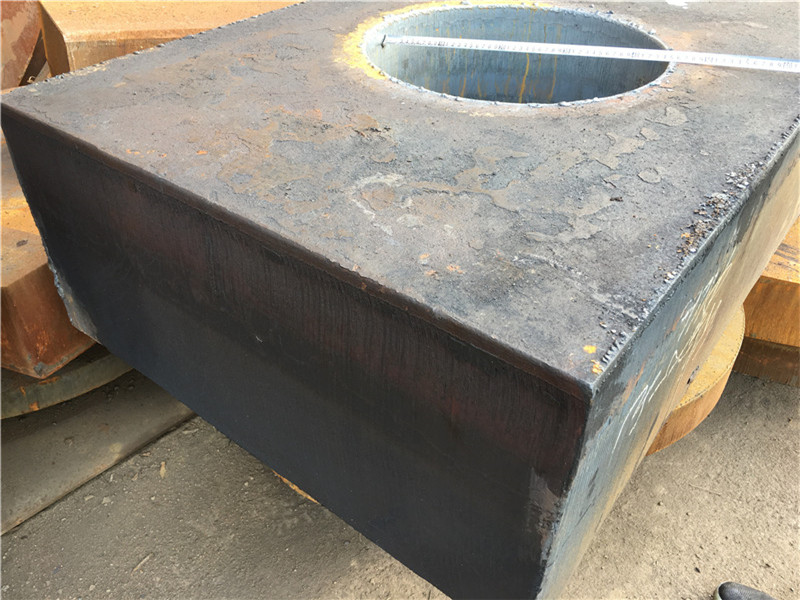
GCR15中厚钢板用火焰切割费用比较低一些
中碳钢板的钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合钢板切割厚钢板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的准确度高,有的准确度低。
火焰切割是古老的钢板切割方法,其切割金属的厚度从1mm到1.2m,但当需要切割厚度在20mm以下的绝大多数低碳钢板时,应采用其他的切割方法。
火焰切割是利用氧化铁燃烧过程中产生的高温对碳钢进行切割。火焰切割炬的设计为氧化铁的燃烧提供了充足的氧气,保证了良好的钢板切割效果。
火焰切割设备成本低,是钢板切割厚金属板 经济有效的手段,但在薄板切割方面有其缺点。与等离子体相比,火焰切割的热影响区更大,热变形也更大。为了准确有效的切割,操作人员需要有高超的技术来避免金属板材在切割过程中的热变形。
GCR15钢板火焰切割方式有两种:火焰切割和切割机切割。
气割
切割炬又称火焰枪。使用不同的气体,结构也不同。常用的是氧乙炔炬。乙炔压力为0.01~0.12mpa,氧气压力为0.50~1.0MPa。两种气体通过各自的通道在火焰枪中混合燃烧。火焰的大小和性质可以调整。通常采用手动手持火焰枪切割轧制后的大管坯和板坯,或对钢材矫直后的缺陷进行补充切割。
切割机切割
它由割炬、定径机构和割缝清洗装置组成,其工作原理类似于火焰枪。定长机构有机械式、脉冲式、光电式,可实现自动定长。分切清理装置是专门用于清理粘在分切口上的残留物,以防止影响钢材的表面质量。清洗方法是用刮板将粘渣刮掉,再用一组高速旋转的尖锤将粘渣和毛刺敲掉。火焰切割机主要用于连铸机后坯的在线切割设备,切割大断面坯、板坯、管坯,切割厚度大于50mm的成品钢板。
火焰切割常用的有乙炔、丙烷、液化气、焦炉气、天然气等。考虑到污染、能源消耗和成本比,天然气是适合切割的天然气。但是天然气也有其局限性,即火焰温度不高,导致切割效率不如乙炔。为了弥补这一缺陷,大多数天然气切割厂家选择在天然气中添加增效剂来提高火焰温度和切割效率。包钢和中铁山桥集团使用的是掺有申奇添加剂的协同天然气。包钢生产的中厚板因其平整度而被文昌卫星中心工程标准化。1.检查现场是否符合要求,切割炬、氧气瓶、乙炔瓶(或乙炔发生器、防闪器)胶管、压力表是否正常,按操作规程连接气割设备。
2.切割前应先将工件拉平,工件下方应留有一定间隙,以方便去除氧化铁渣。切割时,为防止操作者被飞溅的氧化铁渣烫伤,必要时可加挡板。
3.通过点燃火焰检查空气管路,并适当调整预热火焰。然后打开切割氧阀,观察切割氧流量的形状(即风线)。风线应该是直线的、清晰的、长度合适的圆柱体。只有这样才能使工件切口的表面光滑、干净,宽度一致。如果空气管路不规则,应关闭所有阀门,切割喷嘴的内表面应用针或其他工具进行修整,使其光滑。
4.把氧气调到所需的压力。对于喷射式割炬,要检查割炬是否有喷射能力。检查方法是先拔出乙炔油。
GCR15中厚钢板用火焰切割费用比较低一些






10CrMO910钢板随价格高位采购逐步放缓
7月国内焊镀管价格迎来下半年 波上涨,累计300元左右。截至7月30日,全国4寸(3.75)焊管平均价格6100元,比上月同期上涨331元;全国4寸(3.75)镀锌管平均价格7002元,比上月同期上涨316元;全国50*50*2.5方管平均价格6037元,比上月同期上涨330元;全国219*6螺旋管平均价格6434元,比上月同期上涨336元。月中随行情趋向强势,管厂商价格跟进期货及上游涨势逐步紧密,同时焊管涨幅大于镀锌管。
全国钢材社会库存1360.5万吨,较上月同期增57.6万吨,增长5.70%;全国钢材库存继续持续累积,第三周增速快速放缓至0.15%,但由增转降的拐点是否出现,仍有待观望,库存累积大概率维持震荡区间。
10CrMO910钢板随价格高位采购逐步放缓
7月党庆结束后管厂产能逐步恢复,截至7月29日,在统计国内11家焊镀管主流管厂当前产能利用率79.02%,较月内高位下降3.32个百分点,月产量135.19万吨,环比增产0.67%。不过这波行情快速转强,部分管厂并未进行大批量原料锁货,焊镀管成材涨幅弱于原料,盈利空间再次抹平甚至陷入亏损,因此再次出现多条产线停减产,倾向随单生产。而下旬部分贸易商看好行情,中大户适当累库千吨左右,中小户累库500吨左右,10CrMO910钢板随价格高位,采购逐步放缓,目前在统计厂库81.88万吨,月环比下降9.32%,在统计国内焊镀管社会库存85.56万吨,月环比增长1.09%。进入8月,贸易商逢低入库的操作将继续增多。
6月钢铁业新出口订单指数42.3,较5月回落1.6个百分点,连续两个月处于收缩区间。不过国外疫情再度恶化,供应端的持续恢复告一段落,但未来对中国的依赖程度有待观望;近期市场传言的出口关税政策落地,政策力度低于预期,现进一步取消23个冷轧、取向硅钢、石油管等钢铁产品出口退税,至此所有成品钢材的出口退税已全部取消,并提高铬铁、高纯生铁的出口关税,当前出口询盘已有所下降,随钢材出口在亚洲的价格竞争力下降,同时去年同期基数逐步抬高,下半年外贸增速将有所回落。
宏观经济增速预期提高
在决策部门逆周期调节和全球经济复苏的双重作用下,对2021年中国经济增速预期不断调高。根据统计数据测算,今年上半年,全国粗钢表观消费量约53172万吨(未含钢坯及粗锻件进口量,下同),同比增长10.5%。同期全国粗钢出口量(钢材出口量折算)3935万吨,同比增长30.2%。如果将其考虑进去,上半年中国全部粗钢需求量(总量需求)将超过5.7亿吨,同比增幅为11.6%,增长势头强劲。
10CrMO910钢板随价格高位采购逐步放缓
固定资产投资持续修复。上半年,全国固定资产投资(不含农户)255900亿元,同比增长12.6%,两年平均增长4.4%,平均增速较1-5月回升0.2个百分点。下半年在基数效应减弱背景下,预计在同比增速回落的同时,环比则呈现增长态势。
1-6月份,全国房地产开发投资72179亿元,同比增长15.0%;比2019年1-6月份增长17.2%,两年平均增长8.2%。其中房地产开发资金各项来源中,其他资金(主要是定金及预收款以及个人按揭贷款)的占比达到了57.6%,比2020年末提高了4.3个百分点,与之对应的自筹资金以及国内贷款则出现了明显下滑。7月高层政策上紧抓房地产金融监管,其实推动了房企加快竣工,加强销售。2021年1-6月,我国房屋新开工面积同比增长3.8%,3月开始单月新开工面积出现下降;而房屋竣工面积上半年累计增速及6月单月增速分别达到25.7%和66.6%,将带动地产后周期消费,同时首批集中供地进入开工施工阶段,将对三季度用钢需求构成支撑。
唐山145mm系列带钢首唐宝生5700元,比上月同期上调540元,坯-带差430元,较上月扩大210元;唐山热轧带钢(2.5*355mm)东海5830元,比上月上调660元,以唐山地区 平均成本4743.74元核算即期利润超过千元,而焊管跟涨幅度弱于带钢,再次进入倒挂100-200元的阶段,月内 至179元, 至-80元,月内平均盈利90元;同时镀锌管涨幅不及焊管,而天津0#锌锭价格22400元,环比上月上涨300元,综合成本压力又高于焊管。但同时焊管资源竞争激烈,管厂大面积减产概率并不大,8月基于中间需求启动,逢低建仓补库操作增加,焊管基本面有望改善。



钢板质量直接影响钢板价格,整张钢板与钢板零割价格也是不一样的,对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺适合您的应用。
钢板生产的出现正好迎合了人们一直以来的节约资源口号。由于可再生资源的日益稀缺和经济的快速发展,资源问题已成为一个大问题。提高资源的可用性是现在社会大力提倡的,所以使用周期长,节约材料,承载能力高的钢板生产厂家符合时代的发展。爬网镀锌是一种表面处理技术,分为冷镀锌和热镀锌。常用的工艺是热镀锌。随着冷轧带钢近30年来的快速发展,热镀锌行业得到了极大的提高,并广泛应用于金属制品的表面处理。不锈钢板生产厂家被广泛应用于公路、铁路、土建、水利等建筑、各种机械、电器、窗户防护及养殖等。可根据客户要求加工定制各种特殊规格的产品。
钢板切割氧气炬或火焰切割是迄今为止用于中碳钢的古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
等离子设备比氧气气体切割炬更昂贵,因为一个完整的系统需要电力,水冷却器(对于超过100安培的系统),气体控制设备,火炬电线,连接软管和电缆,以及火炬本身。但与氧气相比,等离子体的生产率可以很快补偿系统的成本。
等离子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
钢板切割激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。
激光技术的另一个优点是可靠性。耗材寿命长,机械自动化程度高,很多激光切割作业都可以在“无人值守”的状态下进行。想象一下,在工作台上装载10x401/2"钢板,按下开始按钮,然后晚上回家。当你早上回来的时候,上百个零件将被切割和卸载。