



汽车冲压件?汽车厂有4大流程(4大车间)分别是冲压车间、焊接车间、涂装车间、总装车间。汽车冲压件产生于冲压车间,。给您举个例子,汽车外壳你看到的所有金属外壳,都属于冲压件,基本原理就是将钢板利用设计制作好的模具,按照设计好的工艺用压力机(几十吨到2000吨)压成所需的形状。至于他的作用很难解释,就是钢板通过冲压车间成为冲压件,冲压件经过焊接车间成为白皮整车车身,就是钢结构底盘、车门、顶盖、地板、发动机罩、翼子板等均焊接在一起,相当于整车的骨骼,上面有很多个装配位置,有很多的装配螺母、装配孔等。经过涂装处理后,总装车间将发动机、电器元件、内饰件、座椅、方向盘、、轮胎、车灯等装上,一辆车基本上就完成了。


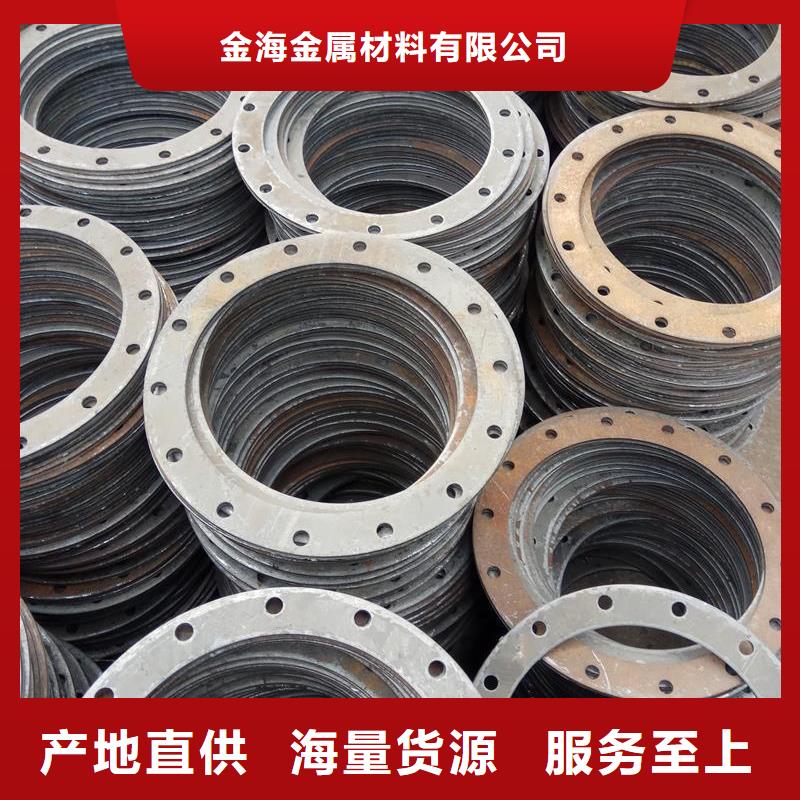
金海金属材料有限公司是 广东汕头精密管等产品的专业生产企业,欢迎大家咨询产品规格,价格,来公司参观洽谈.
公司一直是以“质量精良,交货及时,价格合理,服务周到”的宗旨来为广大客户服务的;并且本着“质量求生存,信誉谋发展”的生产原则,赢得了广大新老客户的好评。公司内部管理科学,质量保证体系健全,我公司以诚为本,信誉良好,深受国内外客商信赖。金海金属材料有限公司愿为国内外的客户提供优质的产品和的服务。真诚欢迎各地的朋友来我公司洽谈业务,愿与每位客户携手共进,共创美好的未来。



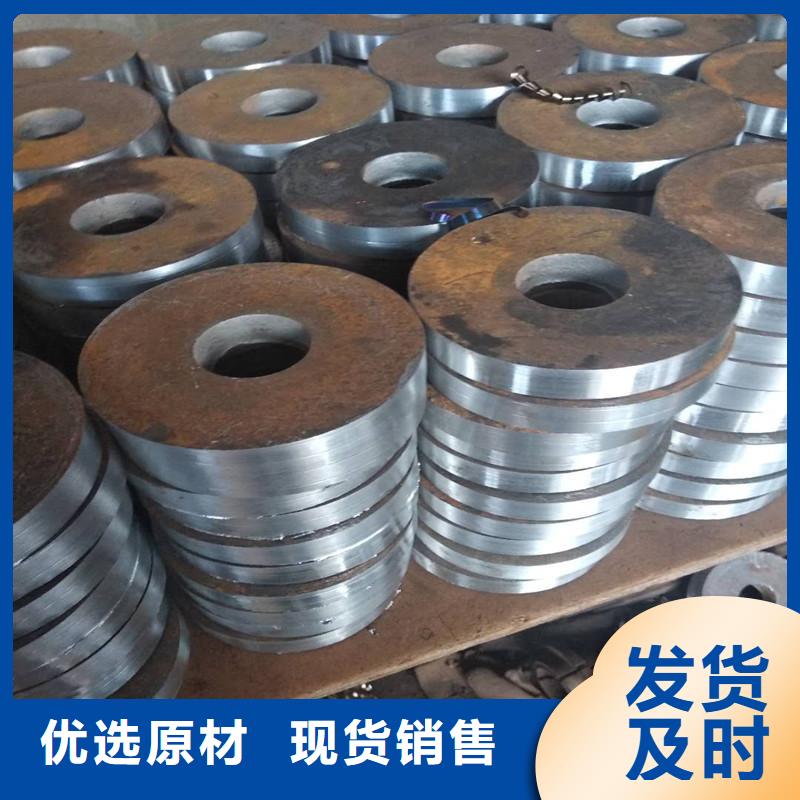
冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。由于采用精密模具,工件精度可达微米级,且重复精度高、规格一致,可以冲压出孔窝、凸台等。
冲压件机器
冲压件机器
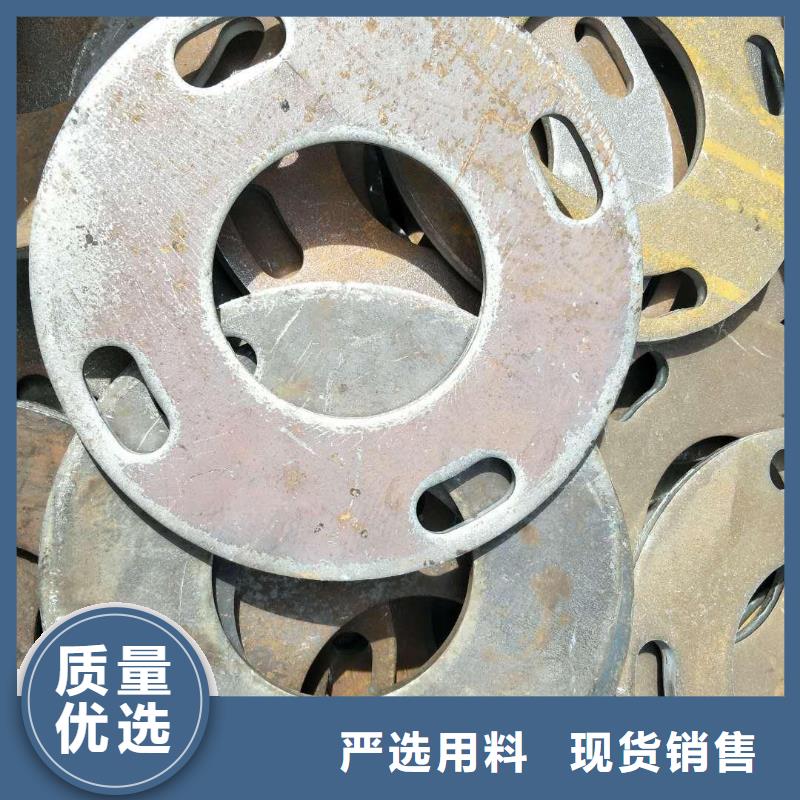
冷冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。
冲压是的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。


1.冲压原材料的原因
折弯件所采用的材料不同也会影响折弯件的形状与尺寸。这主要有两方面的原因:一方面是材料的力学性能、成分分布不均,则对于同一板料所折弯的冲压件,由于压力及回弹值不同,而使形状和尺寸尺寸产生偏差;另一方面,材料的厚度不均,也会使折弯的冲压件在尺寸与形状上有所差异。
2.冲压模具的原因
折弯冲压模具是折弯冲压件的工具,通常折弯冲压件的形状和尺寸取决于冲压模具工作部分的尺寸。冲压模具制造尺寸越精密,折弯件的形状尺寸就越精密。另外,冲压模具结构中采用的压料装置和定位装置的可靠性,对折弯件的形状与尺寸也会有较大的影响。
3.折弯工艺的原因
当折弯冲压件的工序增多时,由各工序的偏差所引起的累积误差也会增大。此外,工序前后安排顺序不同,也会对尺寸有很大影响。例如,对于有孔的折弯件,当先折弯后冲孔时,孔的形状和位置尺寸比先冲孔后折弯时要高得多。
4.工艺操作的原因
冲压模具的安装、调整及生产操作的熟练程度都会产生一定的影响。例如,送料时的准确性,钢板定位的可靠性,都会对折弯件形状及尺寸产生影响。
5.冲床的原因
在折弯时,冲床型号不同、吨位大小不同、工作速度不同等,都会使折弯件尺寸发生变化。此外,冲床本身的尺寸也会产生一定的影响。
6.折弯件本身的原因
折弯件形状不对称,或者其外形尺寸较大,都会在折弯过程中产生较大的偏差。针对以上主要原因,在实际生产中加以和修正,就能够生产出具有较高尺寸的折弯件。


