



联系我们

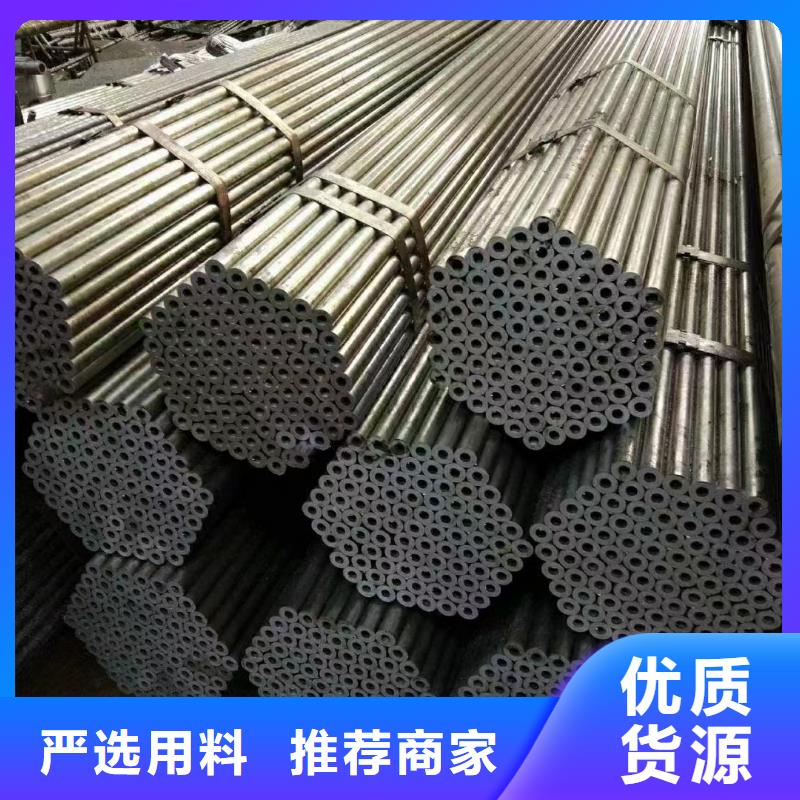
ASTMA53无缝钢管工厂
更新时间:2024-11-15 17:18:44 浏览次数:2 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |


金海金属材料有限公司自成立以来一直秉承“品质、专业、诚信、热忱”的经营理念,致力于打造满足客户需求的准确、方便、迅捷、可靠的 河北张家口精密管企业。公司特别注重高科技研发团队的的建设,凝聚了一支多年从事 河北张家口精密管方面的研发和产品工程师,保证了产品质量的稳定性、可靠性。同时公司也建立了拥有丰富项目实施经验和技术过硬的售前、售后服务队伍,可以为用户提供的产品服务和技术解决方案。


承德酸洗钝化无缝钢管免费咨询
酸洗钝化无缝钢管:酸洗
1)酸洗是整个化学清洗的关键步骤。由络合剂、渗透剂、悬浮剂和活性缓冲剂构成一种特殊条件下的清洗剂。该清洗剂溶解污垢的能力强,与污垢作用时间短,对设备无腐蚀,操作方便而且除垢率可达95%以上。
2)在络和清洗中,应投加缓蚀剂、还原剂、助溶剂、铜离子剂等助剂。并在清洗时挂入与清洗设备材质相同或相似的腐蚀指示片和管段,以便随时监测。
3) 恢复循环后,保持液位循环,当无误时加入缓蚀剂,等缓蚀剂循环均匀后加入酸洗剂和其它助剂。
4) 在络和清洗中,应定时取样分析清洗液浓度、铁离子浓度及定期进行反向循环,同时进行放空和导淋,以免产生气阻和导淋堵塞。
酸洗钝化无缝钢管:钝化是使金属表面转化为不易被氧化的状态,而延缓金属的腐蚀速度的。另外,一种活性金属或合金,其中化学活性大大,而成为状态的现象,也叫钝化。
钝化,金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe2+时电位为-0.44V,钝化后跃变到+0.5~1V,而显示出耐腐蚀的性能,这层薄膜就叫钝化膜。
金属的钝化也可能是自发(如在金属的表面生成一层难溶解的化合物,即氧化物膜)。在工业上是用钝化剂(主要是氧化剂)对金属进行钝化处理,形成一层保护膜。



酸洗钝化无缝钢管的清洗是?
酸洗钝化无缝钢管的清洗通常被指称为钝化,意味着在此过程中金属表面形成了一层保护性的惰性薄膜。实际上,通辽酸洗钝化钢管,酸处理主要是去除影响在不锈钢表面形成惰性氧化薄膜的污物,同时也有助于加快氧化过程。清洗要钝化的船舱以至水白的程度。用约15%的溶液(10-20%)清洗整个船舱表面。切记将酸加入水中,而不是将水加入酸中,以将混合产生的热量减小。为了保证得到15%的溶液浓度,测出水流装满200升圆桶的时间,以计算淡水供应的流速。应用这速向船舱内注入所要求量的水。
酸洗钝化无缝钢管的原理:其钝化的机理可用薄膜理论来解释,即认为钝化是由于金属与氧化性质作用,作用时在金属表面生成 一种非常薄的、致密的、覆盖性能良好的、牢固地吸附在金属表面上的钝化膜。这层膜成独立相存在,通常是氧化金属的化合物。它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质接触,从而使金属基本停止溶解形成钝态达到防腐蚀的作用。
酸洗钝化的惯例工艺如下:
→酸 洗→ 冲 洗→ 钝 化(池 洗)→
预处置→→酸洗钝化(二合一)液(池洗)→冲刷→后处置
→酸洗钝化(二合一)膏(池洗)→


无缝钢管的应用领域很广,很多机械、工程都会使用到,那么它究竟是怎么生产出来的呢?今天就由小编带大家来认识一下无缝钢管的生产方法。
1、减径轧制和定径轧制
虽然在终调整外径的减径轧制和定径轧制方面没有值得特殊介绍的技术发展,但大口径定径机有许多也采用了三辊式定径机。采用三辊的缺点是辊距无法变更,因此机架的台数多,但近出现了辊距可变的轧机,还提出了四辊减径机的想法。今后芯棒式无缝管轧机和定径机及张力减径机的直接连接技术也将引起人们的关注。以上所述的钢管领域中的高合金穿孔用芯棒的开发和芯棒及毛管坯导槽润滑剂的开发等与摩擦学技术有很大的相互关系,因此希望长寿命化技术有进一步的发展。
重庆无缝钢管厂家
2、拉伸轧制
芯棒式无缝管轧机已向大型化和紧凑化方向发展。机架数由7~9机架减为4~5机架,穿孔机和芯棒式无缝管轧所需的能源消耗共计可减少20%左右。在芯棒式无缝管轧机的控制技术中,为减少其后在张力减径机中管端壁厚的切头损失,开发了管端预先减薄成形技术,即用芯棒式无缝管轧机预先将管端减薄的成形技术,并在钢管轧机上首次采用了油压压下装置。
3、穿孔轧制
使用方钢坯的PPM(压力辊穿孔机)已被替换为使用圆钢坯的斜辊穿孔机。圆锥形穿孔机的优点是具有旋转锻造的效果和抑制圆周方向剪切变形的作用,因此可以抑制钢管内面的缺陷,可用于难加工性材料的穿孔,尤其是可以用于扩孔和薄壁穿孔。采用普通穿孔机时,壁厚/外径比(T/D)的极限为大约6%,而采用圆锥形穿孔机时能进行T/D为3.2%的薄壁管穿孔。


