

准备好领略325*8防腐管批发价格产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:325*8防腐管批发价格的图文介绍
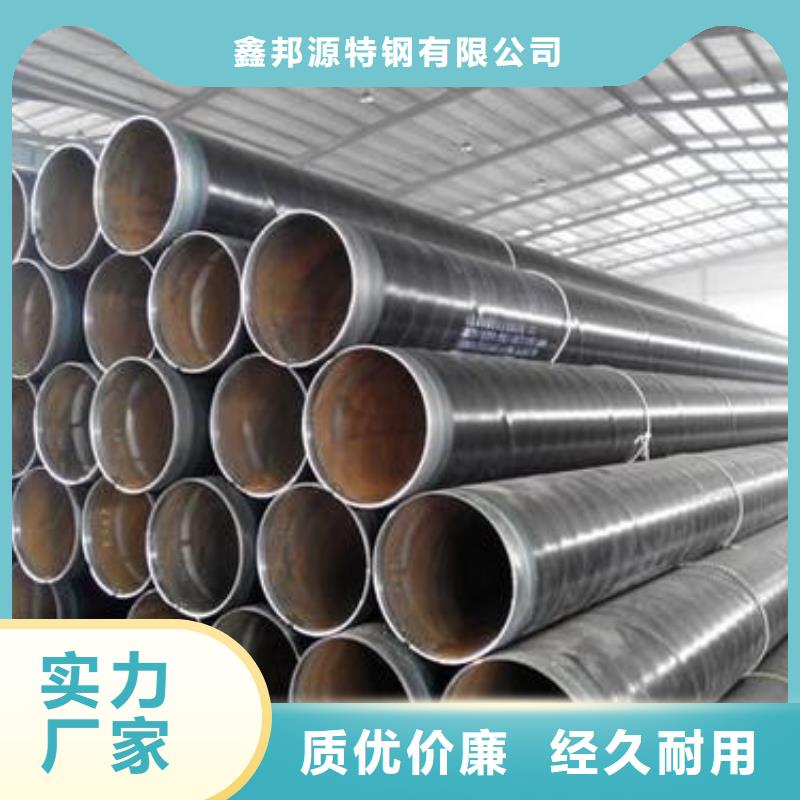
鑫邦源特钢有限公司是一家结集 甘肃定西合金钢管销售、服务于一体的国内知名企业。我公司技术力量雄厚,生产设备精良,检测手段齐全,质量管理严谨,我公司将以z u i可靠的产品质量、z u i优惠的产品价位、z u i完善的售后服务,z u i良好的商业信誉来赢得您对我们的信任和支持。我们竭诚欢迎新老客商莅临我公司实地考察、参观指导!让我们精诚合作,携手同心,互惠互利,共创新的辉煌!


防腐钢管内衬施工是选用什么方法呢?
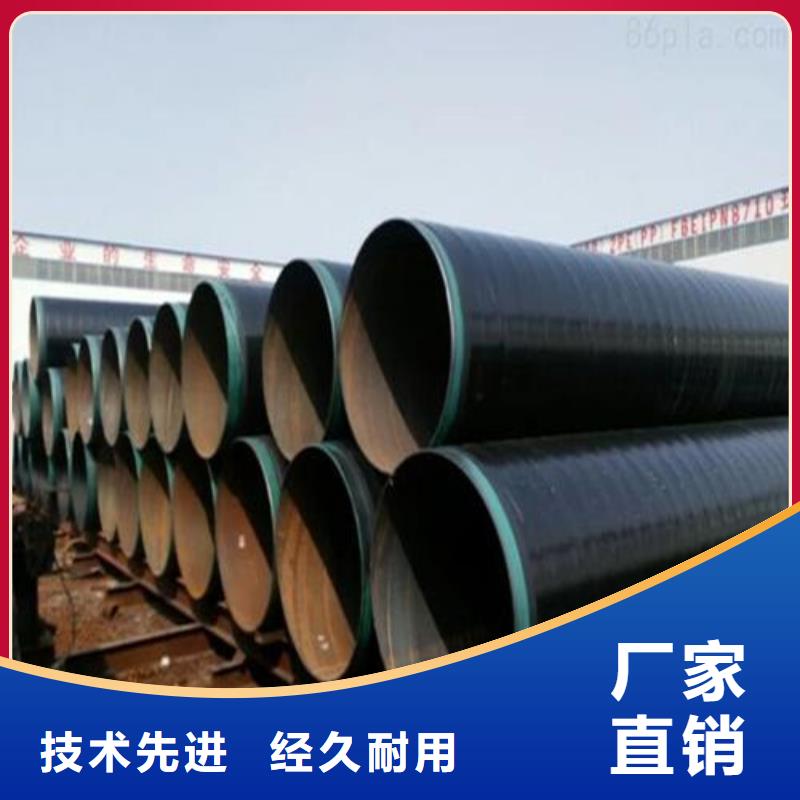
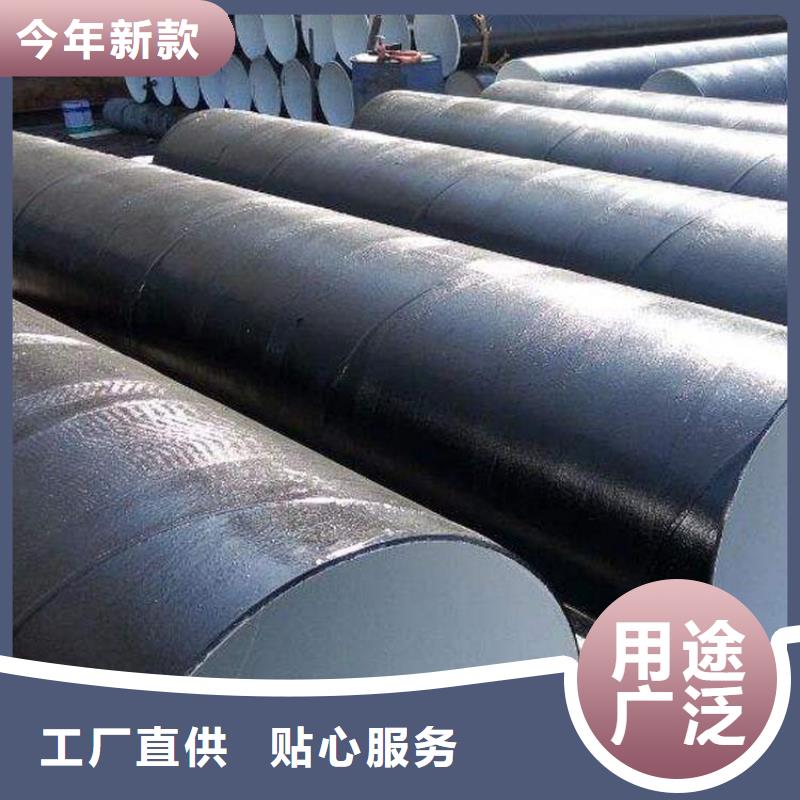
对于埋地管道防腐的三个过程,防腐钢管的防腐方法也从克制期间某一进程下手,所以防腐涂层与阴极保护结合才是表本兼治的方法,经济实用。由于在输送电流的进程中会遭受破坏,不一样的防腐防腐会有不一样的防腐质量和费用,应该根据被保护防腐钢管的不一样的压力,不一样的用途及其所在的不一样的环境和运送的不一样的燃气,所以要好好的考虑防腐的方法和防腐产生的费用。当扁平量添加到50毫米时,裂缝逐渐添加到边部的全管段,实验效果,管径1%的扁平量时发生裂缝,当扁平量为6-9%的场合,砂浆涂层初步崩裂,到达管径的30%时脱落。这在施工过程中是决不允许发生的。
防腐钢管在受到外压变形变扁平常,砂浆会发生裂缝,但要砂浆从管壁上剥离会有点困难,在壁厚7.1毫米的钢管上,截取一米长的管段,图衬11毫米厚的砂浆涂层,当扁平量7-8毫米时,可以看到裂缝的出现。根据检测,管径的增大,发生裂缝的扁平量也随之增大。水泥砂浆面料有以下几个显著的变化,防止管道内壁腐蚀锈垢的发生,使管道长期保持杰出的输水情况,摩阻系数的减少。
水泥砂浆的施工有两种方法,一是地上离心法。适用于DN400口径以下的管道内衬施工。二是地下喷涂法,首要适用于DN700口径以上的管道在地上防腐施工。由于面料涂层的阻隔,砂浆不与防腐钢管接触,包管了水质。管道内壁有水泥砂浆的防腐,防止腐蚀穿孔,延长管道运用寿命,水泥砂浆涂层的材料便利,施工的周期短,防腐作用较好,是下降管道工程的本钱。由于水泥砂浆面料的防腐功用和经济实用的优点,被越来越多的工程技术认可,成为大中小型城市的热推,为此也拟定了水泥砂浆面料的质量标准。
对于埋地管道防腐的三个过程,防腐钢管的防腐方法也从克制期间某一进程下手,所以防腐涂层与阴极保护结合才是表本兼治的方法,经济实用。由于在输送电流的进程中会遭受破坏,不一样的防腐防腐会有不一样的防腐质量和费用,应该根据被保护防腐钢管的不一样的压力,不一样的用途及其所在的不一样的环境和运送的不一样的燃气,所以要好好的考虑防腐的方法和防腐产生的费用。当扁平量添加到50毫米时,裂缝逐渐添加到边部的全管段,实验效果,管径1%的扁平量时发生裂缝,当扁平量为6-9%的场合,砂浆涂层初步崩裂,到达管径的30%时脱落。这在施工过程中是决不允许发生的。
防腐钢管在受到外压变形变扁平常,砂浆会发生裂缝,但要砂浆从管壁上剥离会有点困难,在壁厚7.1毫米的钢管上,截取一米长的管段,图衬11毫米厚的砂浆涂层,当扁平量7-8毫米时,可以看到裂缝的出现。根据检测,管径的增大,发生裂缝的扁平量也随之增大。水泥砂浆面料有以下几个显著的变化,防止管道内壁腐蚀锈垢的发生,使管道长期保持杰出的输水情况,摩阻系数的减少。
水泥砂浆的施工有两种方法,一是地上离心法。适用于DN400口径以下的管道内衬施工。二是地下喷涂法,首要适用于DN700口径以上的管道在地上防腐施工。由于面料涂层的阻隔,砂浆不与防腐钢管接触,包管了水质。管道内壁有水泥砂浆的防腐,防止腐蚀穿孔,延长管道运用寿命,水泥砂浆涂层的材料便利,施工的周期短,防腐作用较好,是下降管道工程的本钱。由于水泥砂浆面料的防腐功用和经济实用的优点,被越来越多的工程技术认可,成为大中小型城市的热推,为此也拟定了水泥砂浆面料的质量标准。



聚氨酯保温钢管和传统的钢管相比有哪些优点
直埋保温管道因为规划巧妙,装置简洁,节能环保,价格合理等特点在我国的保温商场上占有了一方座位,并且我国直埋保温管道的商场需求量越来越大,并且发展的速度非常迅猛。现如今,聚氨酯直埋保温管已经逐步的受到了人们的了解和认可,愈来愈多的人了解到了聚氨酯直埋保温管的用处。聚氨酯直埋保温管广泛用于液体、气体的运送管网,化工管道保温工程石油、化工、集中供、中央空调通风管道、市政工程等。
聚氨酯直埋保温管不只具有传统地沟和架空敷设管道难以比较的先进技能、有用功用,并且还具有明显的社会效益和经济效益,也是供热节能的有力办法。聚氨酯直埋保温管不只具有传统地沟和架空敷设管道难以比较的先进技能、有用功用,并且还具有明显的社会效益和经济效益,也是供热节能的有力办法。聚氨酯硬泡打破了传统建材功用单一--防水的不保温、保温的不防水,防水层一旦呈现渗漏保温层随即失掉保温功用的通。聚氨酯保温管可设置报警体系,主动检测管网渗漏毛病,指示毛病方位并主动报警。经多年使用实践中和有关检测中心检测使用寿命可达三十年以上。
直埋保温管道因为规划巧妙,装置简洁,节能环保,价格合理等特点在我国的保温商场上占有了一方座位,并且我国直埋保温管道的商场需求量越来越大,并且发展的速度非常迅猛。现如今,聚氨酯直埋保温管已经逐步的受到了人们的了解和认可,愈来愈多的人了解到了聚氨酯直埋保温管的用处。聚氨酯直埋保温管广泛用于液体、气体的运送管网,化工管道保温工程石油、化工、集中供、中央空调通风管道、市政工程等。
聚氨酯直埋保温管不只具有传统地沟和架空敷设管道难以比较的先进技能、有用功用,并且还具有明显的社会效益和经济效益,也是供热节能的有力办法。聚氨酯直埋保温管不只具有传统地沟和架空敷设管道难以比较的先进技能、有用功用,并且还具有明显的社会效益和经济效益,也是供热节能的有力办法。聚氨酯硬泡打破了传统建材功用单一--防水的不保温、保温的不防水,防水层一旦呈现渗漏保温层随即失掉保温功用的通。聚氨酯保温管可设置报警体系,主动检测管网渗漏毛病,指示毛病方位并主动报警。经多年使用实践中和有关检测中心检测使用寿命可达三十年以上。


防腐管道的焊接和试验评,焊接性及其试验评定
1.焊接:通过加热或加压,加或不加填充材料,使两个物体进行原子间的结合形成不可分割的整体的工艺过程。
2.焊接性:指同质材料或异质材料在制造工艺条件下,能够焊接形成完整接头并满足预期使用要求的能力。
3.影响焊接性的四大因素是:材料,设计,工艺及服役环境。
4.评定焊接性的原则主要包括:①评定焊接接头产生工艺缺陷的倾向,为制定合理焊接工艺提供依据;②评定焊接接头能否满足结构使用性能的要求;设计新的焊接试验方法就符合下述原则:可比性,针对性,再现性和经济性。
5.碳当量:把钢中合金元素的含量按相当于若干碳含量折算并叠加起来,作为粗略评定钢材冷裂纹倾向的参数指标。
6.斜Y型坡口对接裂纹试验:目的是主要用于鉴定低合金高强钢 层焊缝和HAZ形成冷裂纹倾向,也可用于拟定焊接工艺。1)试件制备,被焊钢材板厚δ=9-38mm。对接接头坡口用机械方法加工,试板两端各在60mm范围内施焊拘束焊缝,采用双面焊。注意防止角变形和未焊透。保证中间待焊试样焊缝处有2mm间隙。2)试验条件:试验焊缝选用的焊条就与母材相匹配,所用焊条应严格烘干,焊条直径4mm,焊接电流(170±10)A,焊接电压(24±2)V,焊接速度(150±10)mm/min。试验焊缝可在各种不同温度下施焊,试验焊缝只焊一道,不填满坡口。焊后静置和自然冷却24h后截取试样和进行裂纹检测。3)检测与裂纹条率计算。用肉眼或手持5-10倍放大镜来检测焊缝和热影响区的表面和断面是否有裂纹。一般认为低合金钢“小铁研”试验表面裂纹率小于20%时,一般不产生裂纹。
7.插销试验:目的,主要评定钢材的氢致延迟裂纹倾向,附加其他设备,也可以测定再热裂纹敏感性和层状敏感性。1)试件制备,将被焊钢材加工或圆柱的插销试棒,沿轧制方向取样并注明插销在厚度方向的位置。试棒上端附近有环形或螺形缺口。将插销试棒插入底板相应的孔中,使带缺口一端与底板表面平齐。对于环形缺口的插销试棒,缺口与端面的距离a应使焊道熔深与缺口根部所截平面相切或相交,但缺口根部圆周被熔透的部分不得超过20%。对于低合金钢,a值在焊接热输入为E=15KJ/cm时为2mm。2)试验过程,按选定的焊接方法和严格控制的工艺参数,在底板上熔一层堆焊焊道,焊道中心线通过试样的中心,其熔深应使缺口 位于热影响区的粗晶区,焊道长度L约100-150mm。施焊时应测定800-500℃的冷却时值t8/5值,不预热焊接时,焊后冷却至100-150℃时加载;焊前预热时,应在高于预热温度50-70℃时加载。载荷应在1min之内且在冷却至100℃或高于预热温度50-70℃之前施加完毕。如有后热,应在后热之前加载。当试棒加载时,插销可能在载荷持续时间内发生断裂,记下承载时间。
1.焊接:通过加热或加压,加或不加填充材料,使两个物体进行原子间的结合形成不可分割的整体的工艺过程。
2.焊接性:指同质材料或异质材料在制造工艺条件下,能够焊接形成完整接头并满足预期使用要求的能力。
3.影响焊接性的四大因素是:材料,设计,工艺及服役环境。
4.评定焊接性的原则主要包括:①评定焊接接头产生工艺缺陷的倾向,为制定合理焊接工艺提供依据;②评定焊接接头能否满足结构使用性能的要求;设计新的焊接试验方法就符合下述原则:可比性,针对性,再现性和经济性。
5.碳当量:把钢中合金元素的含量按相当于若干碳含量折算并叠加起来,作为粗略评定钢材冷裂纹倾向的参数指标。
6.斜Y型坡口对接裂纹试验:目的是主要用于鉴定低合金高强钢 层焊缝和HAZ形成冷裂纹倾向,也可用于拟定焊接工艺。1)试件制备,被焊钢材板厚δ=9-38mm。对接接头坡口用机械方法加工,试板两端各在60mm范围内施焊拘束焊缝,采用双面焊。注意防止角变形和未焊透。保证中间待焊试样焊缝处有2mm间隙。2)试验条件:试验焊缝选用的焊条就与母材相匹配,所用焊条应严格烘干,焊条直径4mm,焊接电流(170±10)A,焊接电压(24±2)V,焊接速度(150±10)mm/min。试验焊缝可在各种不同温度下施焊,试验焊缝只焊一道,不填满坡口。焊后静置和自然冷却24h后截取试样和进行裂纹检测。3)检测与裂纹条率计算。用肉眼或手持5-10倍放大镜来检测焊缝和热影响区的表面和断面是否有裂纹。一般认为低合金钢“小铁研”试验表面裂纹率小于20%时,一般不产生裂纹。
7.插销试验:目的,主要评定钢材的氢致延迟裂纹倾向,附加其他设备,也可以测定再热裂纹敏感性和层状敏感性。1)试件制备,将被焊钢材加工或圆柱的插销试棒,沿轧制方向取样并注明插销在厚度方向的位置。试棒上端附近有环形或螺形缺口。将插销试棒插入底板相应的孔中,使带缺口一端与底板表面平齐。对于环形缺口的插销试棒,缺口与端面的距离a应使焊道熔深与缺口根部所截平面相切或相交,但缺口根部圆周被熔透的部分不得超过20%。对于低合金钢,a值在焊接热输入为E=15KJ/cm时为2mm。2)试验过程,按选定的焊接方法和严格控制的工艺参数,在底板上熔一层堆焊焊道,焊道中心线通过试样的中心,其熔深应使缺口 位于热影响区的粗晶区,焊道长度L约100-150mm。施焊时应测定800-500℃的冷却时值t8/5值,不预热焊接时,焊后冷却至100-150℃时加载;焊前预热时,应在高于预热温度50-70℃时加载。载荷应在1min之内且在冷却至100℃或高于预热温度50-70℃之前施加完毕。如有后热,应在后热之前加载。当试棒加载时,插销可能在载荷持续时间内发生断裂,记下承载时间。


