以下是:异型管冷拔的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 协商 |
|---|
| 供货总量 | 500 |
|---|
| 运费说明 | 15 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 精拉 |
|---|
| 可定制 | 是 |
|---|
以下是:异型管冷拔的图文视频
在山东省潍坊市采购异型管冷拔请认准精拉管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李涛-15653128796,QQ:279437696,地址:聊城汇通国际金属物流园A121发货到山东省 潍坊市 潍城区、寒亭区、坊子区、奎文区、临朐县、昌乐县、青州市、诸城市、寿光市、安丘市、高密市、昌邑市)。 山东省,潍坊市 潍坊市,古称潍州、潍县,山东省辖地级市,Ⅱ型大城市,位于山东半岛西部,东与青岛市、烟台市连接,西邻淄博市、东营市,南连临沂市、日照市,北濒渤海莱州湾,属暖温带季风型半湿润大陆性气候,地貌自北向南由低到高,总面积16167.23平方千米。截至2022年,全市辖4个区、2个县,代管6个县级市。截至2022年末,潍坊市常住人口941.8万人。
异型管冷拔产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
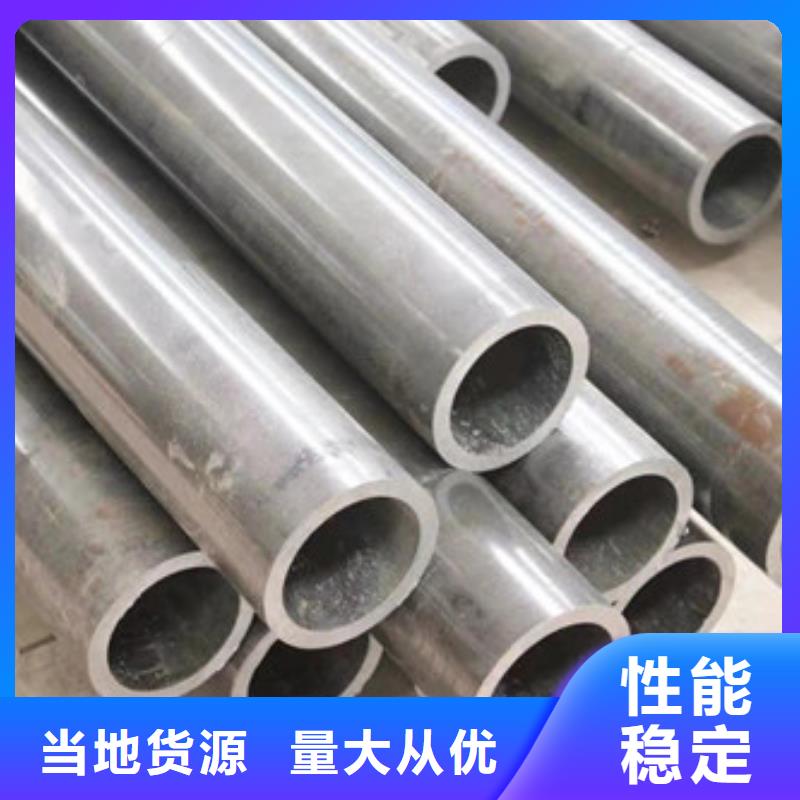
以下是:异型管冷拔的图文介绍
优良的 山东潍坊冷拉管产品性能在长期的市场销售中受到众多合作客商的好评与青睐,已与众多大中型企业建立长期的合作关系。“重诚信、严质量”是我公司坚持的在发展宗旨,精拉管业有限公司真诚期待与四海客商、携手发展、合作共赢!


冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。



切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
冷拔管生产工艺特点:冷拔管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。



冷拔管 硬度检测主要有两类试验方法。一类是静态试验方法,这类方法试验力的施加是缓慢而无冲击的。硬度的测定主要决定于压痕的深度、压痕投影面积或压痕凹印面积的大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是应用广的,它们是金属 硬度检测的主要试验方法。这里的洛氏硬度试验又是应用多的,它被广泛用于产品的检验,据统计,目前应用中的硬度计70%是洛氏硬度计。另一类试验方法是动态试验法,这类方法试验力的施加是动态的和冲击性的。这里包括肖氏和里氏硬度试验法。动态试验法主要用于大型的,不可移动工件的硬度检测。
生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。
今年在山东省潍坊市购买异型管冷拔有了新选择,精拉管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的异型管冷拔产品。如需购买或咨询,请随时联系我们,联系人:李涛-15653128796,QQ:279437696,地址:汇通国际金属物流园A121。