

联系我们

大口径冷拔管
更新时间:2025-01-14 00:51:53 浏览次数:3 公司名称:聊城 精拉管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 电仪 |
| 供货总量 | 500 |
| 运费说明 | 15 |
| 产地 | 山东 |
| 品牌 | 精拉 |
| 可定制 | 是 |

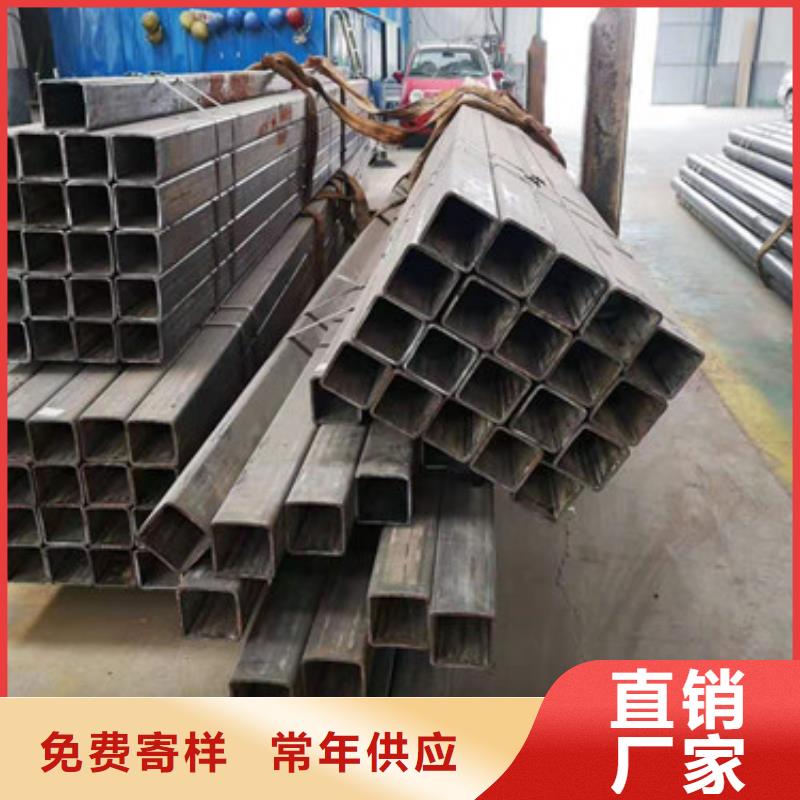


冷拔管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
冷拔管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产冷拔管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
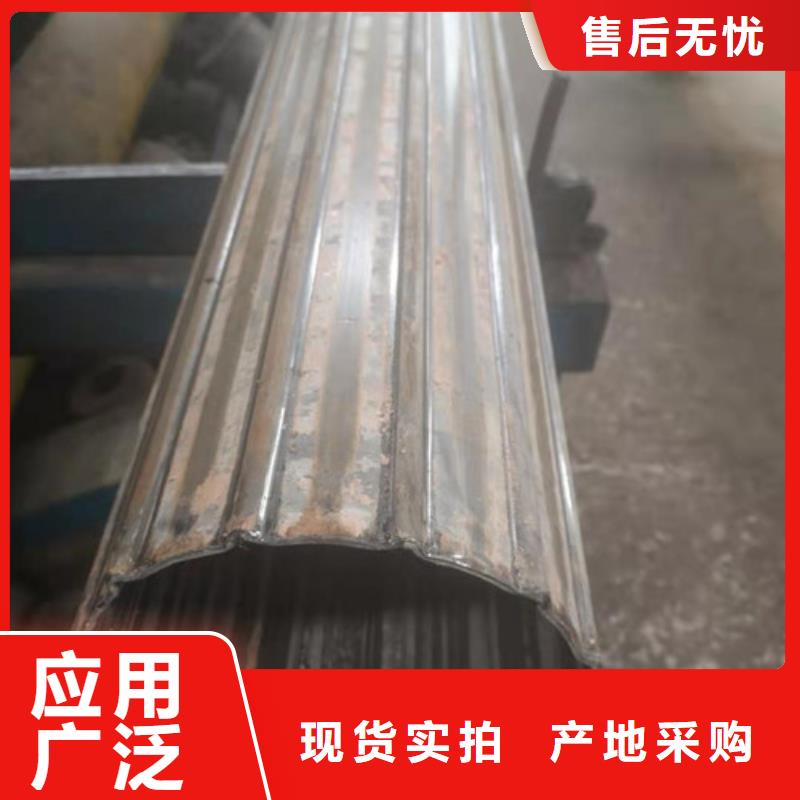
挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。冷拔管的焊接工艺。


精拉管业有限公司配备了先进的 陕西榆林冷拉管生产设备、雄厚的技术力量及完善的检测手段, 技术力量水平居 陕西榆林冷拉管行业较高地位。 陕西榆林冷拉管产品畅销全国各地,深受用户信赖。 面对激烈的市场竞争及新的考验,公司将继续不断引进新技术、 新工艺,以适应客户需求。



冷拔管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,冷拔管强度下降;反之,冷拔管边缘加热不足,挤压后成型不良。冷拔管是一个或一组冷拔管专用磁棒,冷拔管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、冷拔管冷拔管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在冷拔管冷拔管边缘附近,使冷拔管边缘加热到冷拔管温度。冷拔管用一根钢丝拖动在冷拔管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于冷拔管快速运动,冷拔管受冷拔管内壁的磨擦而损耗较大,需要经常更换。冷拔管经冷拔管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠冷拔管的快速运动,将焊疤刮平。冷拔管内部的毛刺一般不。
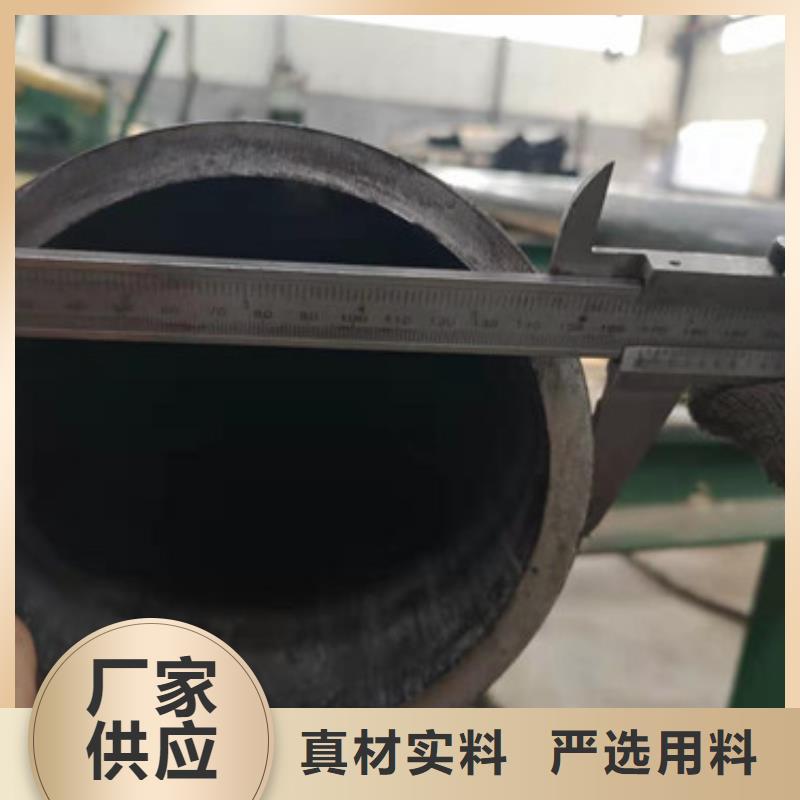
根据冷拔管线能量的变化及时调节输出电压和冷拔管速度。参数固定后一般不用调整冷拔管间隙的控制将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。


破坏性测试扣口,压扁,扭曲,直线度,表面粗糙度等性能均在汽车行业用冷拔管标准之上;并可配合客户产品设计要求承制。品质保障,外径、内径、厚度千分尺、游标卡尺、洛氏硬度器、粗糙度测量仪器等品质检验器材齐全,以“品质乃公司之血脉”为准则全力做到质检合格。
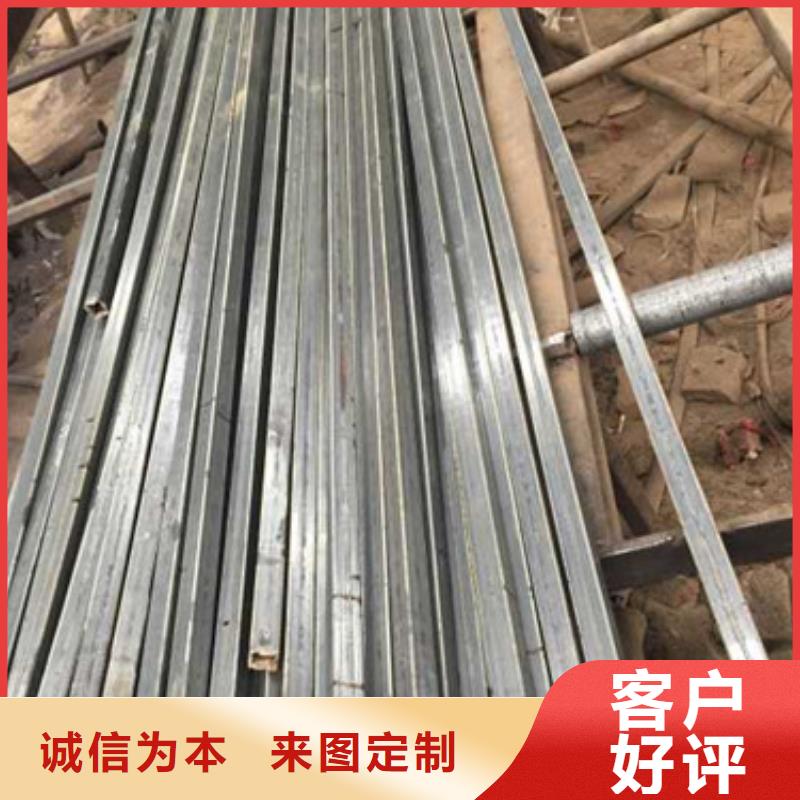
冷拔管是具有很多的公差和尺寸的,只有冷拔管在进行制作的过程中才会达到一个公差的一个规范操作,由于冷拔管在进行制作的过程中是要进行公差的选择的,这样的话冷拔管在进行设计中才会有更好地效果。冷拔管一般在进行选择公差的时候要保证常见的尺寸的规范性,还要注意冷拔管公差的各种的条件和市场的综合的需求,这样的话冷拔管在加工的时候就会保证比较好的效果。电位差计用的冷拔管型材断面为“︼”型材重量30 g/m,断面尺寸公差范围为±0 07 mm.织机用的冷拔管型材断面为“■”,断面尺寸公差为±0.04mm,角度偏差小于0.5°,弯曲度为0.83×L。A1050、A1100、A3003、A6061、A6063(低、中强度合金)小型精密挤压型材的小壁厚0.5mm,小断面积20mm2.A5083、A2024、A7075、(中、高强度铝合金)小型精密挤压型材的小壁厚0.9mm,小断面积110mm2。


