

联系我们

当前位置:
聊城 精拉管业有限公司 >福建当地行业新闻
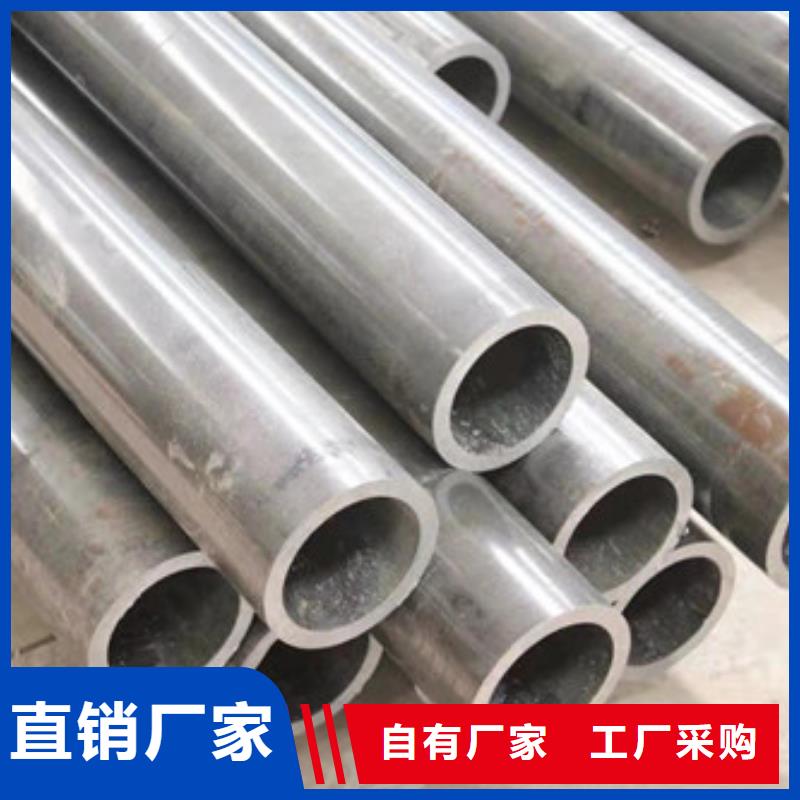
27SiMn冷拔油缸珩磨管保质保量/规格全
更新时间:2025-01-14 10:18:46 浏览次数:5 公司名称:聊城 精拉管业有限公司
以下是:27SiMn冷拔油缸珩磨管保质保量/规格全的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 协商 |
| 供货总量 | 不限 |
| 运费说明 | 3天 |
| 产地 | 山东 |
| 品牌 | 精拉 |
| 可定制 | 是 |
以下是:27SiMn冷拔油缸珩磨管保质保量/规格全的图文视频



27SiMn冷拔油缸珩磨管保质保量/规格全,精拉管业有限公司为您提供27SiMn冷拔油缸珩磨管保质保量/规格全产品案例,联系人:李涛,电话:0635-7070165、15653128796,QQ:279437696,发货地:聊城汇通国际金属物流园A121发货到福建省 福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市。 福建省 2022年,福建省地区生产总值53109.85亿元,比上年增长4.7%;人均地区生产总值126829元。
别再等待了,仅仅一分钟,就能通过我们的27SiMn冷拔油缸珩磨管保质保量/规格全产品视频探索到无数令人心动的细节和亮点。
以下是:27SiMn冷拔油缸珩磨管保质保量/规格全的图文介绍



工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。



冷拔管在进行操作的时候是根据它的具体的应用而进行不断地去设计的,冷拔管而言 的好处就是能够根据自身的特征和常见的基本的性能进行不断地去冷拔管的使用的特点的。冷拔管在进行操作的时候要用到打孔的,打孔的话就是在冷拔管的表面进行穿透,打一个个的小孔,这样的话对于冷拔管来说就可以使用它在管道和工程领域就能够派上用场了。划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。


精拉管业有限公司一直视 福建冷拉管产品质量为企业生存之本,并注重 福建冷拉管产品的改良与创新。除了对质量方面严格把关,服务也是我们的一大特色,我们深信好的 福建冷拉管产品加好的服务,才能让企业更稳健地成长,成为客户心中值得信赖的 福建冷拉管品牌。 福建冷拉管的尺寸、材质、颜色均可定制,期待您的详询!



冷拔管 的特点就是精密度高,而且不容易生锈。但是并不是说既然冷拔管不容易生锈我们平常就不用管它了,直接把它放在一边就可以了。这样做就错了,因为如果冷拔管平常不保养的话,它的使用寿命就会缩短,也会给我们冷拔管厂带来不必要的损失。
如何对冷拔管进行酸洗。对冷拔管进行酸洗,在对冷拔管进行酸洗时一都会用化学和电解两种方法,这两种方法可有将冷拔管管道的氧化皮去除掉。之所以会将其分成两种方法进行原因是由于化学清洗只可以将表面清洁的非常彻底,对于一些细缝中就很难达到人们所想的结果了。
冷拔管如何生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让冷拔管得到非常好的保护了,对冷拔管进行除锈,在给冷拔管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除冷拔管表面松动或翘起的铁锈。对冷拔管的表面进行清洗,在对冷拔管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除冷拔管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。
如何对冷拔管进行酸洗。对冷拔管进行酸洗,在对冷拔管进行酸洗时一都会用化学和电解两种方法,这两种方法可有将冷拔管管道的氧化皮去除掉。之所以会将其分成两种方法进行原因是由于化学清洗只可以将表面清洁的非常彻底,对于一些细缝中就很难达到人们所想的结果了。
冷拔管如何生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让冷拔管得到非常好的保护了,对冷拔管进行除锈,在给冷拔管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除冷拔管表面松动或翘起的铁锈。对冷拔管的表面进行清洗,在对冷拔管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除冷拔管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。
您是想要在福建省采购高质量的27SiMn冷拔油缸珩磨管保质保量/规格全产品吗?精拉管业有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的27SiMn冷拔油缸珩磨管保质保量/规格全产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李涛-15653128796,QQ:279437696,地址:《汇通国际金属物流园A121》。