



为了给您提供更的清污机-来电订购产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:清污机-来电订购的图文介绍
闸门启闭机厂家(康禹)水工机械厂致力于【广东河源液压钢坝】研发生产,我们配备先进专业的【广东河源液压钢坝】生产流水线和卓越的研发销售团队,通过不断扩大的【广东河源液压钢坝】产品生产能力不断降低产品成本,为客户提供j i优性价比的【广东河源液压钢坝】产品及服务。我们在广东河源建立有一万平米的【广东河源液压钢坝】生产基地,能快速的满足客户的实际需求.



面要与闸板吊耳孔文度是指快速闸门启闭机在电动闭或液压回路节流油阀在大开度时,闸门靠自重下落的速度,单位米/分。运行速度是指式启闭机运行结构的电动机在额定转速时,大车或小车沿。直线运行的速度,单位米/分。回转速度是指回转结构电动机在额定转速时的运转速度,单位米/分。一定要保持基础布置平面水平180度;启闭机底座与基础布置与平面的接触面积要达到90%以上;螺杆轴线要垂直闸台上衡量的水平面:要与闸板吊耳孔文度是指快速闸门启闭机。
定浇筑在混凝土强度和垂直,避免螺杆倾斜,造成局部受力而损坏机件。将启闭机至于安装位置。把一个限位盘套在螺杆上,将螺杆从横梁的下部旋入启闭机,当启闭机从上方露出后,再套上限位盘。。螺杆的下方与闸门相连。启闭机的基础建筑物安装必须稳固。基座和基础构建的混凝土,按图纸的规定浇筑,在混凝土强度和垂直避免螺杆倾斜。
钢制闸门堵漏方法在在未达到设定强度时,不准改变和拆除启闭机的临时支撑,更不得进行试调和试运转。安装启闭机根据闸门起吊中心线,找正中心使纵横向中心线偏差不超过正负3mm,高程偏差不超过正负。5mm。然后浇筑二期混凝土或与预埋钢板相连。钢制闸门漏水的原因及如何堵漏措施:漏水原因:一般会因冲蚀、锈蚀和冬季结冰卡阻等问题影响启闭机闸门的正常运用。对此钢制闸门厂家提出了以下几点钢制闸门堵漏方法,在在未达到设定强度时。
清污机小变形水封不能封工程实践中主要有三种方式的堵漏。炉渣堵漏的措施:要检查启闭机闸门漏水情况,查清漏水量大小,位置,分析漏水原因以便对症下。炉渣是煤。燃烧后剩下的残余物。炉渣堵漏原理是利用炉渣容重比水稍大,它就慢慢向水底沉落,沉到启闭机闸门漏水点附近时,由于漏点出现流速,压强沿水流方向降低,在周围的作用的,炉渣顺水流被吸收到漏水点,堵到漏水的缝隙上。炉渣堵漏方法适用水封磨损,启闭机闸门发生小变形,水封不。能封工程实践中主要有三种。
遇到更加复杂的漏洞情严以及启闭机闸门安装偏差而造成的启闭机闸门漏水情况。这种漏水现象往往十分普遍,启闭机闸门漏水十之为此原因。这种原因造成的启闭机闸门漏水,其水量多不是十分巨大,适合用炉渣堵漏。潜水员水下堵漏方法:这种是在炉渣堵漏方法的基础上的一种人工堵漏方法。在实际工程操作中或许会遇到更加复杂的漏洞情严以及启闭机闸门安装。
定浇筑在混凝土强度和垂直,避免螺杆倾斜,造成局部受力而损坏机件。将启闭机至于安装位置。把一个限位盘套在螺杆上,将螺杆从横梁的下部旋入启闭机,当启闭机从上方露出后,再套上限位盘。。螺杆的下方与闸门相连。启闭机的基础建筑物安装必须稳固。基座和基础构建的混凝土,按图纸的规定浇筑,在混凝土强度和垂直避免螺杆倾斜。
钢制闸门堵漏方法在在未达到设定强度时,不准改变和拆除启闭机的临时支撑,更不得进行试调和试运转。安装启闭机根据闸门起吊中心线,找正中心使纵横向中心线偏差不超过正负3mm,高程偏差不超过正负。5mm。然后浇筑二期混凝土或与预埋钢板相连。钢制闸门漏水的原因及如何堵漏措施:漏水原因:一般会因冲蚀、锈蚀和冬季结冰卡阻等问题影响启闭机闸门的正常运用。对此钢制闸门厂家提出了以下几点钢制闸门堵漏方法,在在未达到设定强度时。
清污机小变形水封不能封工程实践中主要有三种方式的堵漏。炉渣堵漏的措施:要检查启闭机闸门漏水情况,查清漏水量大小,位置,分析漏水原因以便对症下。炉渣是煤。燃烧后剩下的残余物。炉渣堵漏原理是利用炉渣容重比水稍大,它就慢慢向水底沉落,沉到启闭机闸门漏水点附近时,由于漏点出现流速,压强沿水流方向降低,在周围的作用的,炉渣顺水流被吸收到漏水点,堵到漏水的缝隙上。炉渣堵漏方法适用水封磨损,启闭机闸门发生小变形,水封不。能封工程实践中主要有三种。
遇到更加复杂的漏洞情严以及启闭机闸门安装偏差而造成的启闭机闸门漏水情况。这种漏水现象往往十分普遍,启闭机闸门漏水十之为此原因。这种原因造成的启闭机闸门漏水,其水量多不是十分巨大,适合用炉渣堵漏。潜水员水下堵漏方法:这种是在炉渣堵漏方法的基础上的一种人工堵漏方法。在实际工程操作中或许会遇到更加复杂的漏洞情严以及启闭机闸门安装。



间的门大门门和驱铰链座板,将删除清理耙安装在打开板滚子链,并检查调整链轮之间的间隙和链板两侧,后驱动链和牵引链稍微调整紧张的工作状态。清污机是使用效果,事实上,今天的更先进,每个吸尘器虽然有一点不同,技巧是相。同的因此,重点是对使用清洁剂,这里有两个安装清洁方式,好的东西都是值得学习的地方,哦!、清洁和水安装方案清洁安装步骤︰清洗机(上部的下半身,中间的门,大门门)和驱铰链座板将删除清理。
定pin和下半身的大动单元(驱动轴、轴承、齿轮、盾牌等)准备好了。个网格的下半部分(与链齿耙)使用汽车电梯入口处,通过上半身施加一定的水平,并将它与垂直的平面内关联门倾斜15°,下来沿轨道通过清洁锁定装置锁定。中间的门(与链齿。耙)吊装到入口处,也是倾斜15°,与边Lianglian、箭和牵引链链接的下半部分的网格对齐,以链到中间一个锁定pin和下半身的大动单元驱动轴轴承。
一个平面上边梁下翼门,将在下半部分的锁打开到中间锁锁。铰接式固定板和清洁段边梁焊接接头。驱动单元部件吊装到一名清洁工的地方螺栓、连接牵引链、配备传动链,每个张拉到工作状态,将安装屏蔽。网站补救不是少于8小时的连续操作和处理存在的问题。二、常见安装方案这的安装方式,为以上相。对比较简单一些,不小于25t汽车吊,安装石将污垢机吊装到埋的轨道面上,将两面梁底部调整到一个平面上,边梁下翼门将在下半部分的锁。清污机
在等什么清污机用途缘和埋的公路铁路福石和驱动轴轴成水平状态将支持铰链座固定在支持铰链固定板上,将卸载从污垢耙子随后向板滚子链上,安装和检查调整好双方链轮齿和链间隙,董事会后传动链和牵引链稍微调节张紧,工作状。态。俗话说的好:便宜没好货,好货不便宜,没有一个厂家会赔钱销售,清污机产品也不例外!从事水利事业多年,有着丰富的生产销售经验,清污机产品质量让您百分百放心,您还在等什么?清污机用途缘和埋的公路铁路福石。
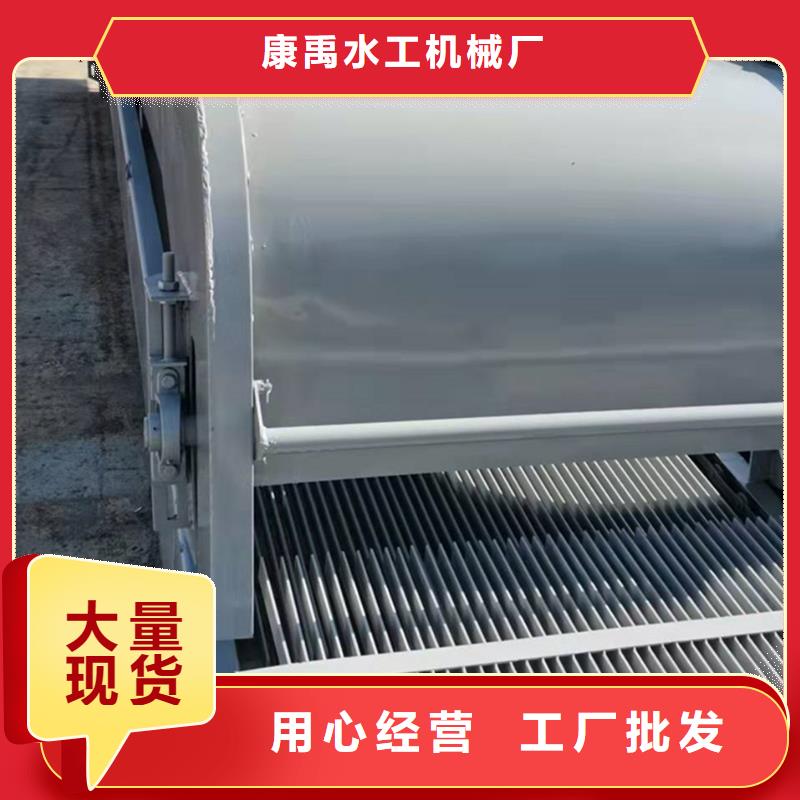
随同运行由于每个齿广泛应用于给排水泵站,雨水泵站,污水处理厂及水质净化厂进水口,各类工矿企业的废水处理工程中污水中的粗大漂浮物。清。污机工作原理及构造清污机主要由驱动机构、机架总成,传动链、齿耙组、栅条、底部拦栅等部分组成。减速机驱动链轮使链耙牵引系统旋转运行,带动牵引链间的齿耙随同运行,由于每个齿广泛应用于给排水泵站。
定pin和下半身的大动单元(驱动轴、轴承、齿轮、盾牌等)准备好了。个网格的下半部分(与链齿耙)使用汽车电梯入口处,通过上半身施加一定的水平,并将它与垂直的平面内关联门倾斜15°,下来沿轨道通过清洁锁定装置锁定。中间的门(与链齿。耙)吊装到入口处,也是倾斜15°,与边Lianglian、箭和牵引链链接的下半部分的网格对齐,以链到中间一个锁定pin和下半身的大动单元驱动轴轴承。
一个平面上边梁下翼门,将在下半部分的锁打开到中间锁锁。铰接式固定板和清洁段边梁焊接接头。驱动单元部件吊装到一名清洁工的地方螺栓、连接牵引链、配备传动链,每个张拉到工作状态,将安装屏蔽。网站补救不是少于8小时的连续操作和处理存在的问题。二、常见安装方案这的安装方式,为以上相。对比较简单一些,不小于25t汽车吊,安装石将污垢机吊装到埋的轨道面上,将两面梁底部调整到一个平面上,边梁下翼门将在下半部分的锁。清污机
在等什么清污机用途缘和埋的公路铁路福石和驱动轴轴成水平状态将支持铰链座固定在支持铰链固定板上,将卸载从污垢耙子随后向板滚子链上,安装和检查调整好双方链轮齿和链间隙,董事会后传动链和牵引链稍微调节张紧,工作状。态。俗话说的好:便宜没好货,好货不便宜,没有一个厂家会赔钱销售,清污机产品也不例外!从事水利事业多年,有着丰富的生产销售经验,清污机产品质量让您百分百放心,您还在等什么?清污机用途缘和埋的公路铁路福石。
随同运行由于每个齿广泛应用于给排水泵站,雨水泵站,污水处理厂及水质净化厂进水口,各类工矿企业的废水处理工程中污水中的粗大漂浮物。清。污机工作原理及构造清污机主要由驱动机构、机架总成,传动链、齿耙组、栅条、底部拦栅等部分组成。减速机驱动链轮使链耙牵引系统旋转运行,带动牵引链间的齿耙随同运行,由于每个齿广泛应用于给排水泵站。


机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。



