



想要了解(数控钢筋笼滚笼机)专业施工产品的魅力?视频为你揭晓答案!
以下是:(数控钢筋笼滚笼机)专业施工的图文介绍
专业施工")
专业施工")
钢筋笼绕筋机产品半自动钢筋笼滚焊机按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1] 滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。
2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1] 滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。
2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。
专业施工")
专业施工")
专业施工")
第二步:项目现场管理人员根据需要施工部位的设计图纸,规划每节钢筋下料长度,在钢筋下料区切割。
第三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。
第四步:钢筋厂设置的数控钢筋笼成型机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。
第五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。
第六步:绕筋机将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。
第三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。
第四步:钢筋厂设置的数控钢筋笼成型机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。
第五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。
第六步:绕筋机将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。
专业施工")
专业施工")
建贸机械设备有限公司一直保持高速的发展势头,已为国内众多客户提供了 广西钦州五机头钢筋弯箍机解决方案,并获得了客户高度认可,成为 广西钦州五机头钢筋弯箍机行业的风向标。
专业施工")
专业施工")
专业施工")

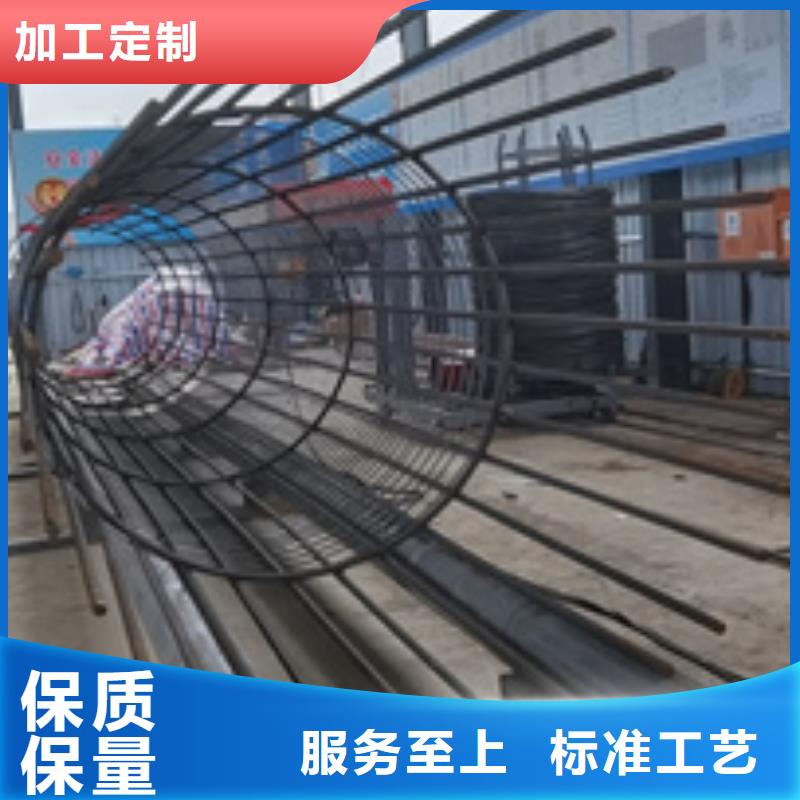
绕筋机设备描述:钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达移动盘导管,并经过电动工具将主筋固定在移动盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及移动盘同步旋转且移动盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行调整)前进,同时进行焊接,从而生产出成品钢筋笼。
建贸钢筋笼设备引进有欧洲技术,钢筋笼直径误差可控制在1cm内;1米长度的钢筋笼盘筋间距误差可控制在5mm内;生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊点饱满、牢固,可实现监理免去检。
建贸钢筋笼设备引进有欧洲技术,钢筋笼直径误差可控制在1cm内;1米长度的钢筋笼盘筋间距误差可控制在5mm内;生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊点饱满、牢固,可实现监理免去检。
专业施工")
专业施工")