服务热线:13256608669
联系我们

更新时间:2024-11-15 00:10:35 浏览次数:2 公司名称:聊城 融拓金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 协商 |
| 发货期限 | 协商 |
| 供货总量 | 10000 |
| 运费说明 | 当天 |
| 产地 | 山东 |
| 材质 | 45# |
| 品牌 | 融拓 |
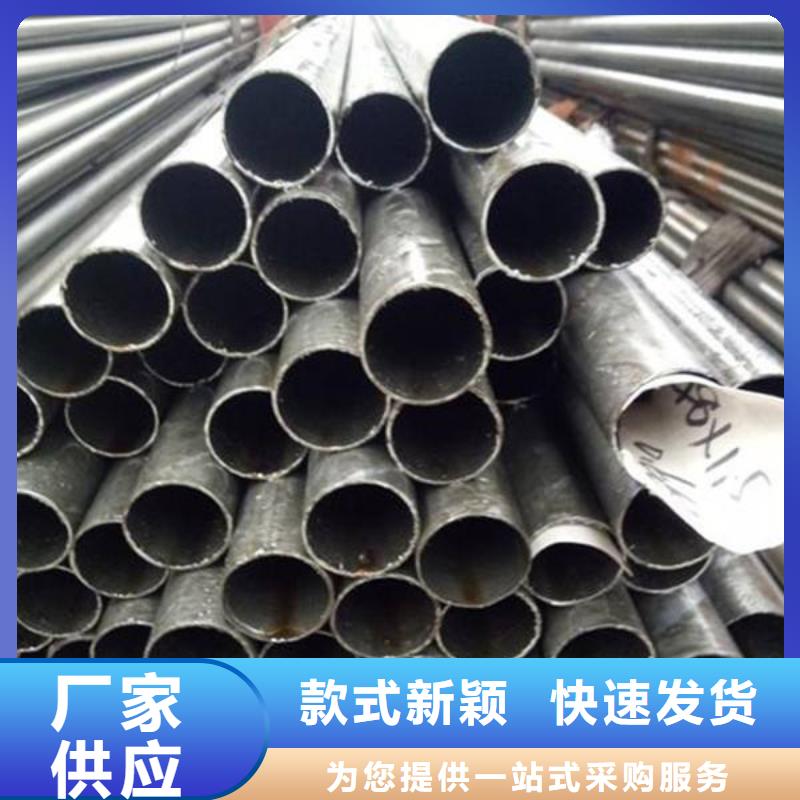







融拓金属材料有限公司自建立以来,一直从事设计、生产制造及销售、安装 浙江合金圆钢的综合性企业,具有二十多年的生产历史,凭借先进的生产工艺、雄厚的技术力量、完善的售后服务,获得了广大 浙江合金圆钢用户的好评及回单。








将精轧管送入精轧管机组,经多道轧辊滚压,精轧管逐渐卷起,形成有开口间隙的圆形精轧管,调整挤压辊的压下量,使精轧管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精轧管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精轧管热量过大,造成精轧管烧损;或者精轧管经挤压、滚压后形成深坑,影响精轧管表面质量。
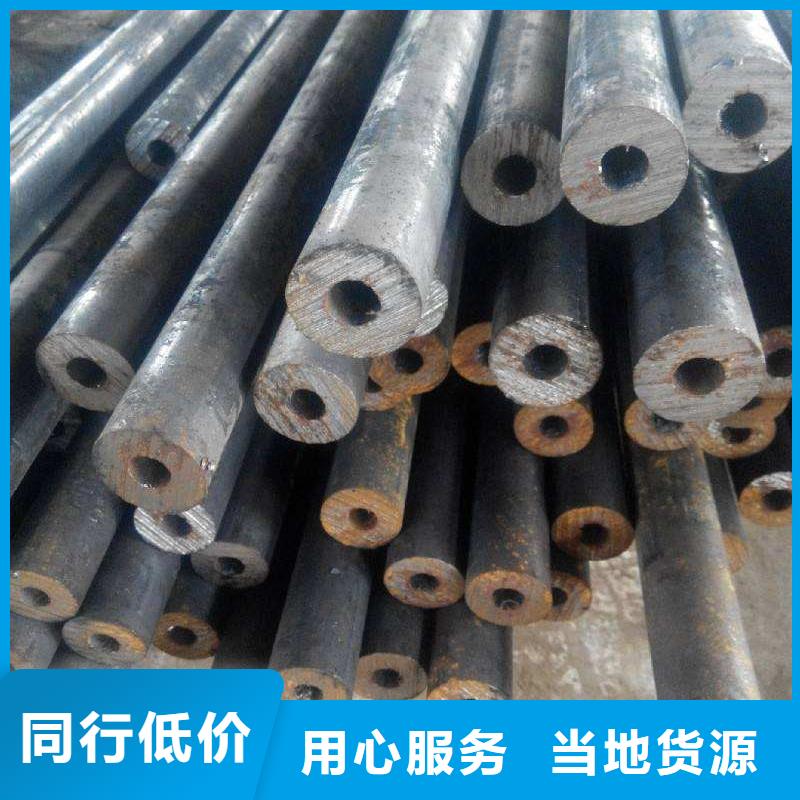
精轧管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精轧管温度的目的。对于低碳钢,精轧管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精轧管温度亦可通过调节精轧管速度来实现。






