


武恒金属制品有限公司创立于2012年,以生产 湖南湘潭方矩管闻名于行业。其 湖南湘潭方矩管产品质量过硬、性价比高,尤其在 湖南湘潭方矩管产品研发设计方面,聘请顶尖设计师,坚持品牌个性化路线,结合现代潮流。在营销方面,企业充分发挥自己的人才优势、技术优势、质量优势和市场优势,建立起完善的营销网络和服务体系。目前,出品的 湖南湘潭方矩管产品,不仅畅销国内,更远销国外,在消费者当中享有j i高的认可度和美誉度。


我公司新近精轧机组6条,可生产∮4-114×0.4-25mm的高精度冷轧管,冷拔管,精密光亮管,公差精度可达+0.025mm,粗糙度可达1.6-0.8-0.2。另外还可根据客户要求定做各种方管,椭圆管,六角管,外圆内椭圆管,外扁内圆等各种异型钢管.
公司批零兼营,可根据客户情况对客户货到付款、可接受承兑、可月结等,并为您铁路、公路运输,让您一站式放心采购!
我们销售的不仅仅是钢管,更是服务!欢迎新老客户来电垂询,公司将与您合作共赢,同创辉煌!
有热镀锌和电镀锌两大类。热镀锌有湿法、干法、铅锌法、氧化还原法等,其工艺流程如图所示。
不同热镀锌方法的主要区别在钢管酸浸清洗后,用什么方法活化管体表面提高镀锌质量。现生产中主要采用干法和氧化还原法,其特点见表。
电镀锌的锌层表面十分光滑致密、组织均匀;具有良好的力学性能和抗腐蚀能力;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定的复杂性,但对单面镀层,内外表面镀层厚度不同的双面镀层,以及薄壁管镀锌等皆须采用此法。
锌层材料的发展
为满足日益提高的各种使用条件要求,延长镀锌钢管的使用寿命,锌层材料正在不断发展。主要新镀层有:(1)铁一锌合金化镀层。即钢管镀锌后再进行热处理。如在500~550℃进行扩散退火10~15min,这样可使镀锌管在油田中的使用寿命延长近9倍;(2)多元或含有量合金元素的镀锌层。如加入适量的镍可使耐腐蚀能力比纯电镀锌管提高10倍以上;(3)复合镀层。即按使用条件需要,在钢管镀锌层上再涂以适当的有机材料,使得在耐腐蚀、耐高温、耐严寒、耐磨损、耐冲击及增加弹性等方面,能进一步满足其中一项或几项更高的要求。如采用彩色涂层,还有装饰和标志的效果。



武恒金属制品有限公司自成立伊始树立“诚信”、“创新”“感恩”、“和谐”的企业文化,努力做好 湖南湘潭方矩管,以技术为核心、环保为导向、品质求发展的经营理念来赢得广大客户的认可与信赖,欢迎各界朋友莅临参观、指导和业务洽谈。



首先,能源、交通、石化用管需求量不减,高性能品种增长迅速。能源、交通、石油化工等设施的建设和维修所需无缝钢管仍在钢材市场需求中占有相当重要的地位。近几年对高性能新品种的需求量增长较快,例如高性能油井管、大口径电站锅炉用管、耐腐蚀、耐低温的石化用管以及不锈钢管等等。其次,输送石油、天然气、成品油、煤浆、矿浆等流体的管线管,尤其是高强度管线用管的需求量将会大幅上升。第三,建筑业的高速增长,建筑结构用网架管材需求量增长迅速。
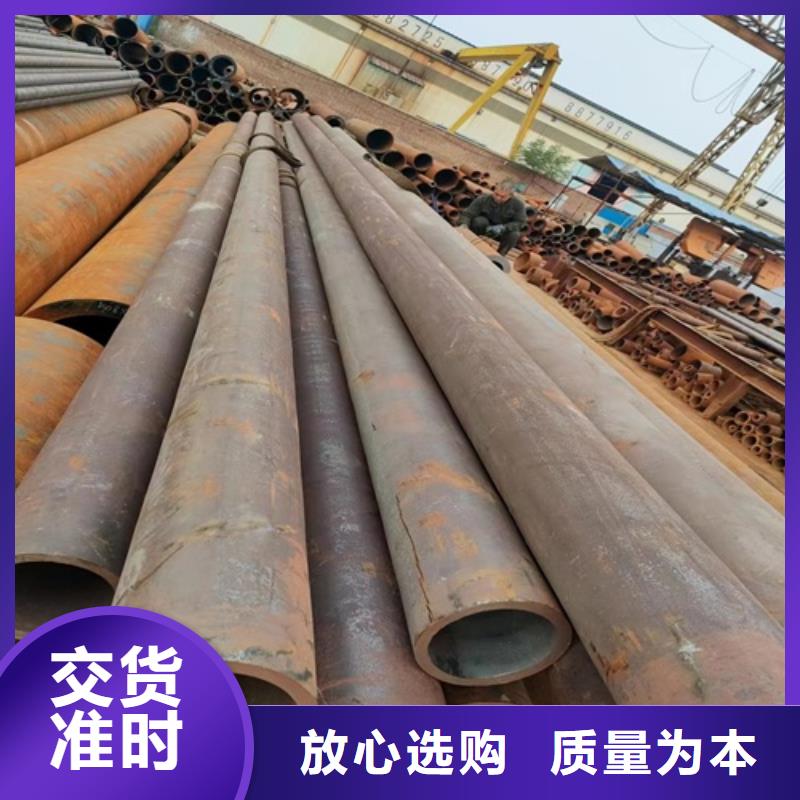
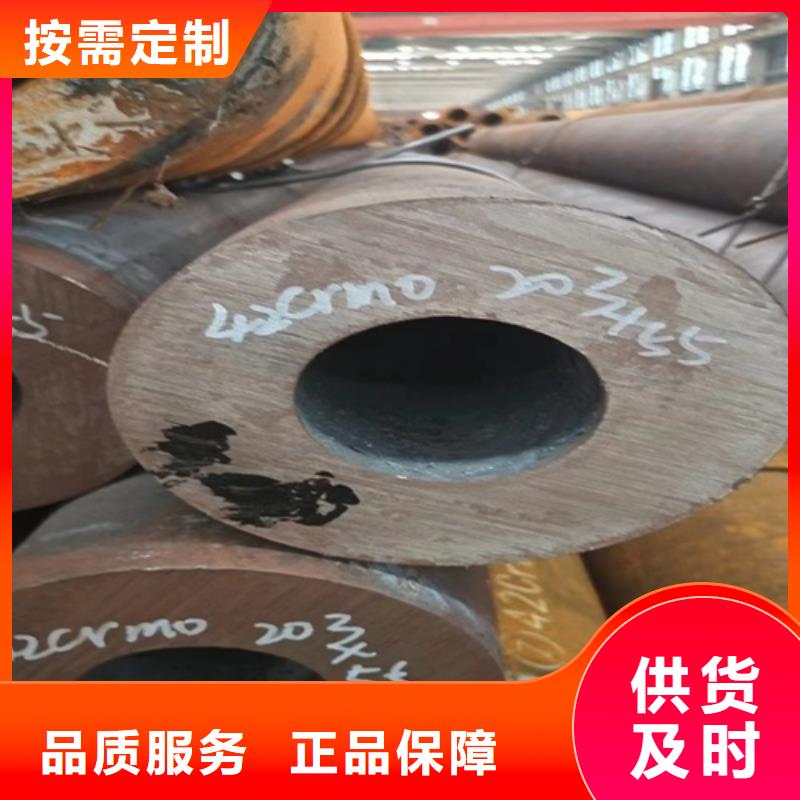
武恒金属制品有限公司的主要产品有:冷拔无缝钢管,热轧无缝钢管、大口径厚壁无缝钢管,中低压锅炉用无缝钢管、输送流体用无缝钢管、结构用无缝钢管、建筑用无缝钢管等几大系列,部分供应20G高压锅炉管,天津20G高压锅炉管,无锡20G高压锅炉管,南京20G高压锅炉管,合肥20G高压锅炉管,上海20G高压锅炉管。可按 API 5L、API 5CT、ASTM、 DIN、JIS、GB 等标准生产。
国内标准有:GB8162、GB8163、GB3087、GB5310、GB17396 等!
第四,高技术含量的钢管需求量增加。汽车、家电、造船、设备制造等行业对无缝钢管数量需求增加、品种及质量要求提高,无缝钢管品种向高技术含量方向发展。中国无缝管行业发展现状中国无缝钢管行业生产发展与表观消费现状2004年,我国无缝钢管和焊接钢管产量均为世界 ,无缝钢管2003年已成为我国净出口品种。2000年以来,我国钢管行业连续5年高速发展,钢管产量增长与全国成品钢材增长几乎同步,即成品钢材平均每年以21.64%高速增长,其中钢管以20.8%的高速增长,管/材比保持在7.O%左右。


热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



