



不要错过这部精心制作的国标k9球墨铸铁管_快来了解产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:国标k9球墨铸铁管_快来了解的图文介绍

球墨铸铁管在使用的时候都要进行硬度检测,但球墨铸铁管的硬度在一般的铸铁件本体的测试中是比较困难的,所以往往都是由几个部分来完成的。球墨铸铁管的硬度测试可以在铸铁管产品的批次中抽验检测,可规划为三方面,具体可根据双方面的要求商定。其次,还可根据出炉浇注的次数进行检验,由同一炉次浇注,在同一炉作相同热处理,如果需要进行热处理的铸件为一个批次按数量或重量分同一牌号在熔炼工艺稳定的条件。在球墨铸铁管安装前后的检测中,任选足够数量的材料和组成件进行检验,按规定,验证其是否完全符合铸铁管道规格并完好无损。对于管道焊接应包括焊工所作的焊缝进行检测,检验加工件的纵向焊缝,但对那些本规范认可的组成件上的焊缝可不检。,抽样检验螺纹接头、螺栓接头和其它接头的组装质量。应符合标准中的要求,但当要进行气压试脸昧则应检验全部的螺纹、螺栓连接和其它的机械接头。


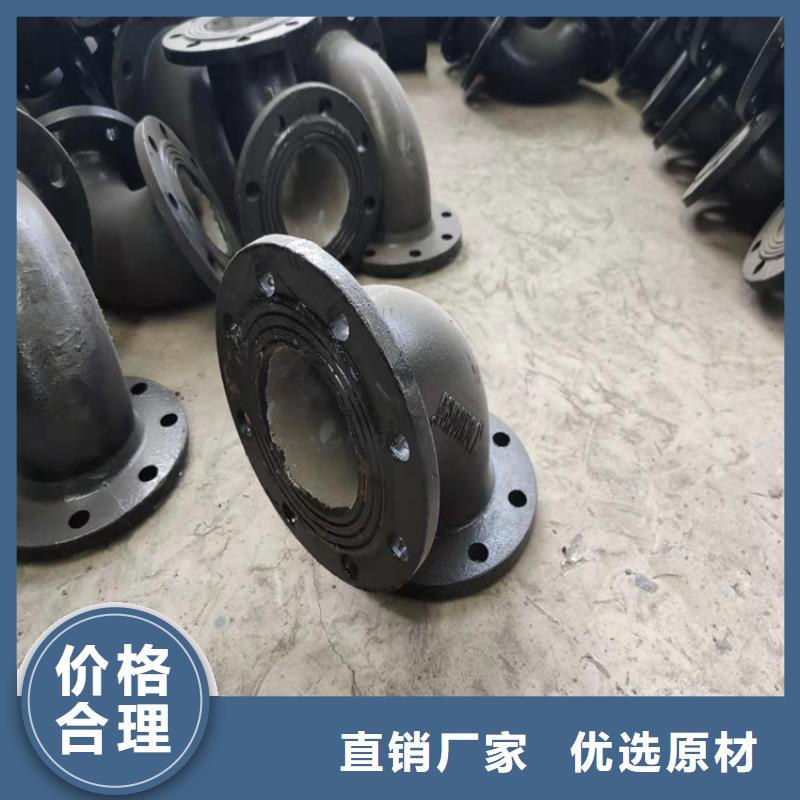
SSQ铸铁伸缩器也称伸缩节、膨胀节、补偿器、伸缩接头。伸缩器在一定范围内可轴向伸缩,也能在一定的角度内克服管道对接不同轴向而产生的偏移,能极大的方便阀门管道的安装与拆卸,在管道允许伸缩量中可以自由伸缩,一旦越过其 伸缩量就起到限位,确保管道的运行。 主要为保障管道运行,具有以下作用:补偿吸收管道轴向、横向、角向热变形;吸收设备振动,减少设备振动对管道的影响;吸收地震、地陷对管道的变形量。 这是两种工艺不同的分法: 非离心球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续球墨铸铁管),质量不是很能保证。离心球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。球墨铸铁管管长一般为多少水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的球墨铸铁管一般为大口径管道。



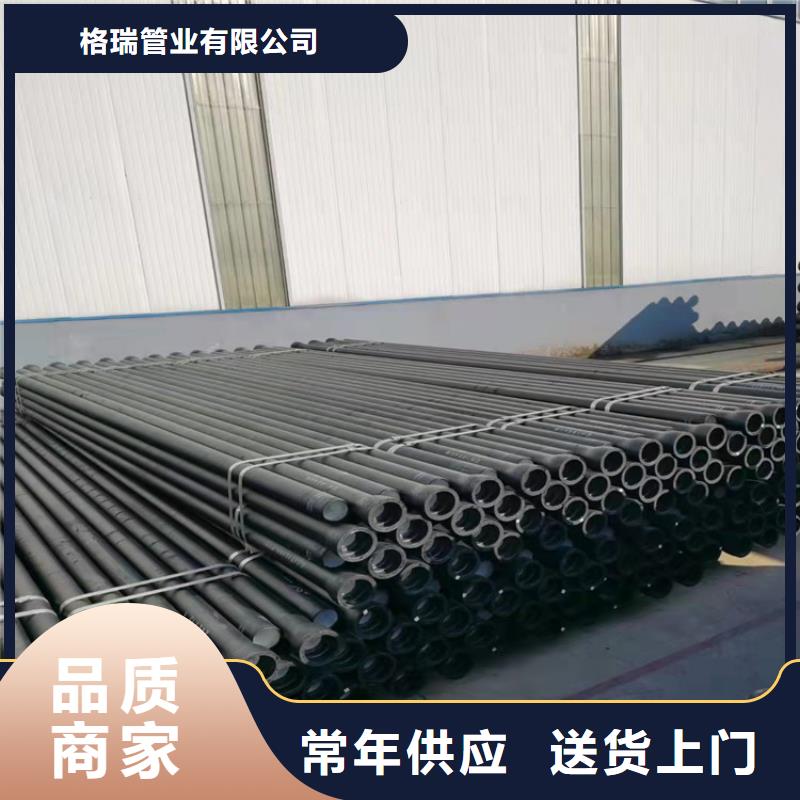
格瑞管业有限公司深耕于 西藏球墨铸铁管系列产品的换代升级。近年来,学习国外技术、引进国外设备,建立了一支 西藏球墨铸铁管技术过硬、检测、管理完善的生产和服务团队。始终把“客户,质量”作为公司的核心理念。
展望未来格瑞管业有限公司将继续发扬中国传统匠心精神,不忘初心,脚踏实地。努力把中国制造 西藏球墨铸铁管推向世界。


二、现代防腐工艺:根据球墨铸铁管输送介质的不同,埋入土壤的土质不同,管道环境不用,对管道的内外防腐都有不一样要求。随着具有各种特性的化工原料出现,球磨铸铁管的内外防腐技术也在不断发展。适应不同环境、适用不同输送介质的耐腐蚀球磨铸铁管纷纷出现在管道施工现场。比较成熟的有管外喷涂环氧彩漆、管内衬聚脲、管内衬环氧陶瓷。(一)管外喷涂环氧彩漆管外喷涂的环氧彩漆为双组分液体环氧涂料,使用高压无气喷涂技术,喷涂厚度0.3mm,颜色可以根据客户要求配制不同颜色。喷涂前铸管需要预热到70摄氏度。(二)管内衬聚脲管内衬聚脲为双组分防腐涂料,喷涂厚度一般不小于1mm。其固化速度快,快10s凝胶,10分钟可达步行强度。用于球墨铸铁管内壁防腐时,铸管需要预热到70摄氏度,铸管内壁需要采用G17或者G24钢砂进行抛丸处理,达到Sa2.5。内壁必须光洁、无油污、重皮、氧化皮、锈斑等影响聚脲粘附力的缺陷。喷涂设备选用美国GRACO的专用聚脲喷涂机。在DN80-300规格的铸铁管内喷涂聚脲,需要使用国内研发的专用小管喷枪。(三)管内衬环氧陶瓷球墨铸铁管内喷涂的环氧陶瓷是一种三组分的防腐涂料,涂层厚度不小于1.2mm。A料为液体环氧树脂,添加大量石英粉;B料为聚胺类固化剂;C料为催化剂。三种原料的体积比为100:100:1。喷涂后铸管需要继续旋转,大约40分钟后,环氧陶瓷达到表干程度,可以停止铸管旋转,进行静至固化。固化时间根据外界温度不同在4~16小时内变化。固化后,防腐层致密光滑,坚如陶瓷,因此命名为环氧陶瓷。其具有很好的耐水、抗腐蚀和电绝缘性。环氧陶瓷分为黑陶和白陶两种。黑陶用于输送污水;白陶可用于输送饮用水。由于此种涂料内含有大量石英粉,一般的喷枪使用寿命短,因此,需要采用甩盘式喷涂。


