
图文介绍虽好,但视频更能展现彩涂热镀锌DC53D+Z售后完善产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
以下是:彩涂热镀锌DC53D+Z售后完善的图文介绍


经过多年的不懈努力,鹿程国际贸易有限公司拥有了一支技术精湛、服务意识强、具有强烈敬业精神的员工队伍,可以为用户提供从 辽宁沈阳汽车大梁钢技术咨询、方案设计、生产制造、安装调试到售后服务一条龙的服务;可以根据用户的不同要求,量身设计 辽宁沈阳汽车大梁钢在各个领域的整体解决方案;



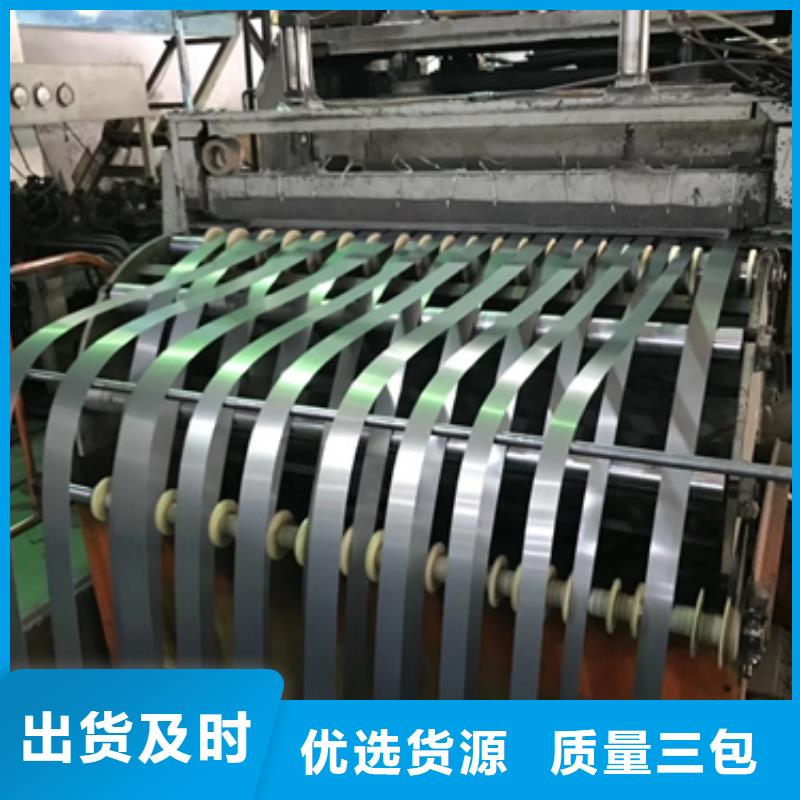
电工钢硅钢片本文件按照 GB/T 1.1—2020《标准化工作导则 部分:标准化文件的结构和起草规则》的规定起草。本文件代替 Q/BQB 485-2020。本文件与 Q/BQB 485-2020 相比,主要修改内容如下:— 新增了普通型 Q、辽宁沈阳附近高磁极化强度型 QG、辽宁沈阳附近磁畴细化型 RK 产品牌号;— 补充配电变压器专用和耐热刻痕磁畴细化两个类型产品;— 补充 B18P070、辽宁沈阳附近B20P075、辽宁沈阳附近B23P080、辽宁沈阳附近B27P085、辽宁沈阳附近B27P120、辽宁沈阳附近B30P090 六个高磁极化强度型产品和B18R055、辽宁沈阳附近B18R060、辽宁沈阳附近B20R060、辽宁沈阳附近B20R065、辽宁沈阳附近B23R070 五个磁畴细化型产品;— 依据 IEC 文件(IEC 6040-8-7 Edition 5.0 2020-09),对单片法(SST)磁性能检测数据转换规则进行调整;— 补充无 Cr 环保涂层产品相关规定;— 修改了钢带的浪高标准。请注意本文件的某些内容可能涉及 。本文件的发布机构不承担识别 的责任。本文件由宝山钢铁股份有限公司硅钢事业部和制造管理部提出。本文件由宝山钢铁股份有限公司硅钢事业部、辽宁沈阳附近制造管理部和武钢有限联合起草。本文件所代替的历次版本发布情况为:Q/BQB 485-2007,Q/BQB 485-2014,Q/BQB 485-2016,Q/BQB485-2018,Q/BQB 485-2020。



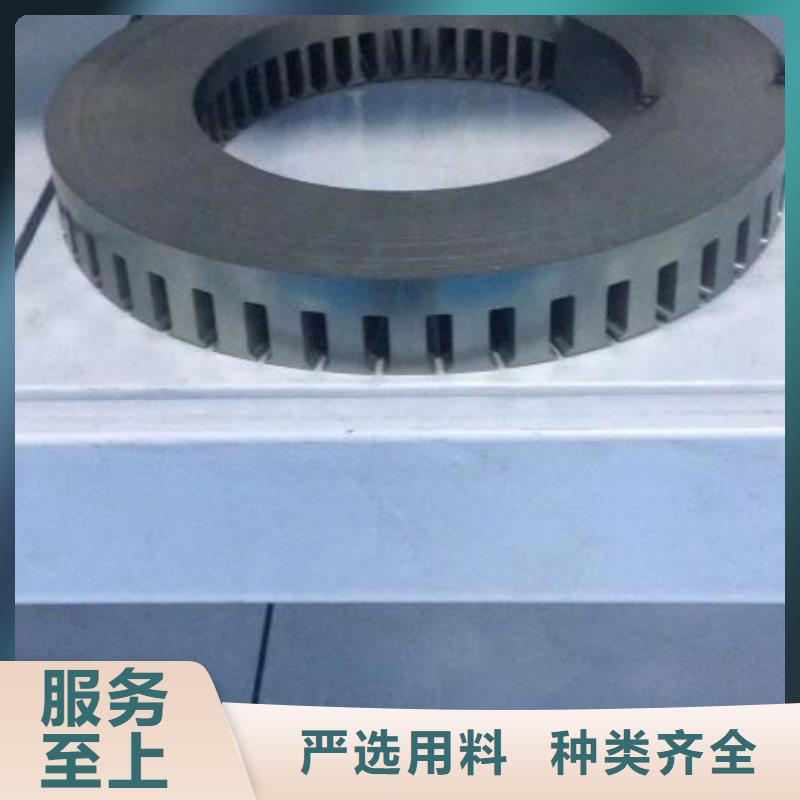
电工钢硅钢片汽车驱动电机铁芯的介绍电动汽车是以电驱动为基础的、辽宁沈阳同城经济、辽宁沈阳同城清洁的绿色交通工具,在能源、辽宁沈阳同城环境等方面具有*的竞争力,而且能够方便地采用现代控制技术实现其机电一体化,具有广阔的发展前景。汽车驱动电机铁芯的电机驱动系统是电动汽车的动力源,是决定汽车运行各项性能指标的主体与内在根据。目前,电动汽车电机主要有直流电机、辽宁沈阳同城感应电机、辽宁沈阳同城永磁无刷电机以及开关磁阻电机等。汽车驱动电机铁芯永磁无刷电机可分为两类:一类是具有正弦波电流的永磁同步电机,另一类是具有矩形脉冲波电流的无刷直流电机。两种电机,转子都是磁体,电机转子不需要电刷和励磁绕组,通过定子绕组换相产生旋转转矩。由于转子没有励磁绕组,无铜耗,磁通小,在低负荷时铁耗很小,因此,永磁无刷电机具有高的“功率/质量”比,可以高速运转,同时由于没有转子的磨损且定子绕组是主要的发热源,易于冷却。汽车驱动电机铁芯的特性;汽车驱动电机铁芯的永磁无刷电机可靠性高,输出功率大,与相同转速的其他电机相比具有体积小,质量轻,便于维修,率,高功率因数等特点。 转子电磁时间常数小,电机动态特性好,通过调节 导通角,可以实现恒功率运行,通过优化控制 角还可以优化电机的效率,从而得到较宽的恒功率运行区以及较高的效率。电机高速冲定转子铁芯的概述当前国内外电机高速冲定转子铁芯的电机工艺技术的发展很快,随着冲压设备的吏新,国内外为电机高速冲定转子铁芯的电机冲片的生产提供了高质量、辽宁沈阳同城率、辽宁沈阳同城高精度的新型设备,它带来了电机冲片工艺技术为此,与之相适应的新工艺装备的设计技术已成为人们研究的新课题。电机高速冲定转子铁芯的定子冲片冲槽同时分离转子冲片和转子冲片冲槽同时切气隙是应用于高速冲槽机上的新的工艺方案,该方案在国外已被广泛应用,国内电机行业刚开始研究和应用,故为实现该工艺按所需工艺装备的设计技术作一些探讨。电机高速冲定转子铁芯的影响:电机高速冲定转子铁芯的电机冲片工艺技术在新品开发中的影响我国电机冲片传统工艺为复式冲槽和单式冲槽两大类,现分析如下:1)复式冲槽工艺方案:该方案冲片槽形整齐度好,工序少,工装少,但工装复杂精度要求高,设备条件要好,工装制造周期长,成本高,只适用于批量生产,不利于新品开发和小批试制。2)单式冲槽工艺方案:该方案冲片槽形整齐度差,工序多,工装多,设备多,工装较简单,质量不稳定,生产周期长,成本高,只适用于中、辽宁沈阳同城小批生产。电机高速冲定转子铁芯的要求:1、辽宁沈阳同城定位精度要求。该工艺方案中冲槽分离和冲槽切气隙两道复合工序,要求同一定位基准,确保定、辽宁沈阳同城转子槽形,外圆鸠尾槽、辽宁沈阳同城轴孔的同心度不大于0.02mm,中心孔定位满足同心度的技术要求,小侧孔与中心孔联合定位满足周向方位度的要求。2、辽宁沈阳同城复合工序精度要求。冲槽分离复合工序:该工序有槽形凸模和切口凸模来完成级进冲裁工艺,该工序先冲槽后切口分离定、辽宁沈阳同城转子冲片,两凸模在同一圆心轨迹上同步动作,两凸模之间的中心夹角为槽形中心夹角的一倍半,该工艺装备应用在高速冲槽机上,其槽形分度精度由设备上弧面凸轮式步进机构来保证;
