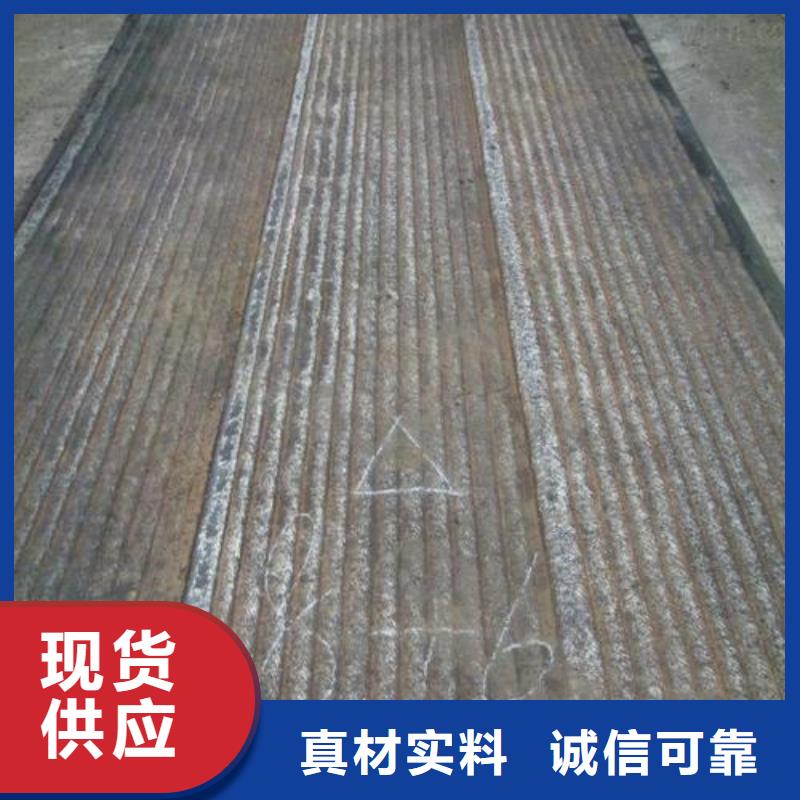


堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
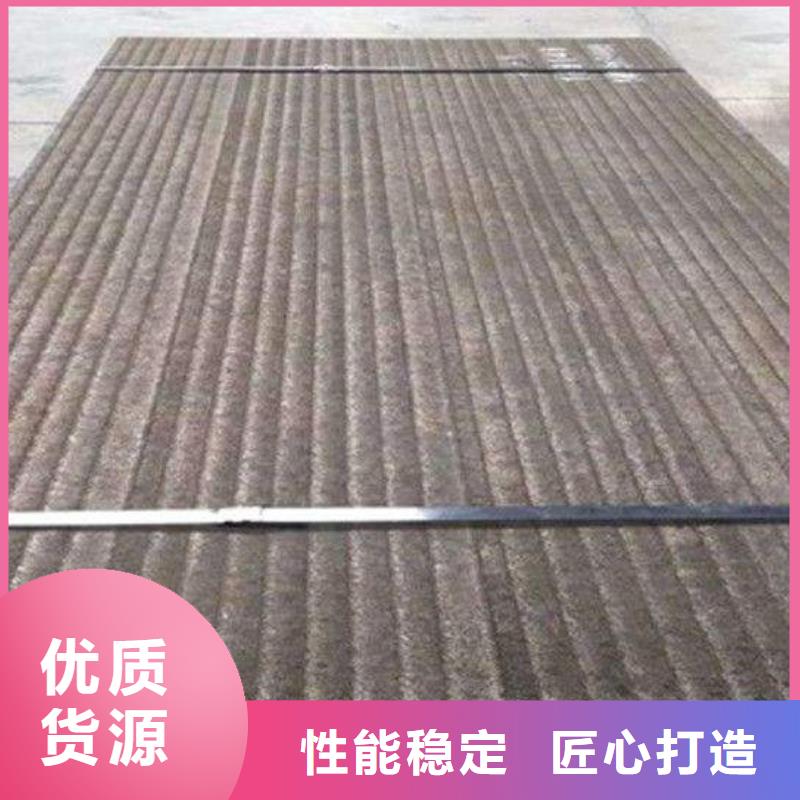
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。


堆焊耐磨板结构是应用大跨度空间结构设计理念并结合仿生学而提出的一种新型结构,该结构具有刚度大、用钢量省、传力路径明确及节点设计简单等优点。计算表明比普通的闸门结构节省了约30%的用钢量。
首先就这种结构的渊源进行探讨,介绍了双拱空间结构的概念是如何提出的,与传统的实腹梁以及普通桁架结构进行比较,体现出了双拱结构的优势,并介绍了双拱形空间钢管结构在挡潮泄洪闸门中的应用情况。之后对双拱结构的参数及形状进行了优化,包括布置榀数、双拱的线型及双拱的厚跨比等,考虑荷载、端跨比、跨度及弦杆等因素的影响。堆焊耐磨板同时根据优化的结果,制定了可查询的设计表格,给设计人员提供了初步设计的依据。



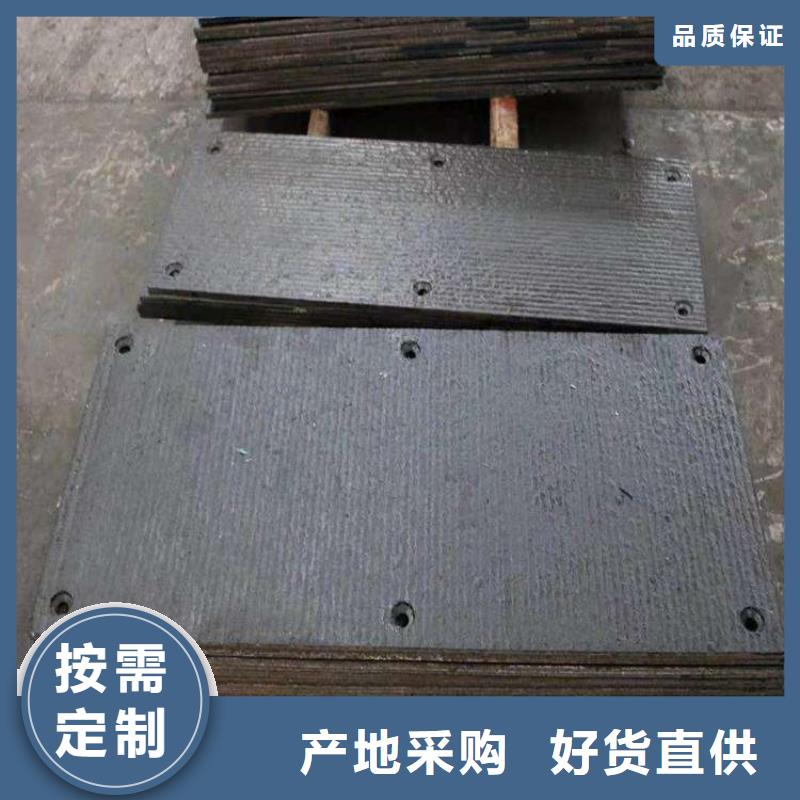
火电厂:中速磨煤机筒体衬板,风机叶轮窝壳,除尘器入口烟道,灰渣导管,斗轮机衬板,分离器连接管,碎煤机衬板,煤斗及破碎机衬板,燃烧器烧嘴,落煤斗和漏斗衬板,空预器支架护瓦,分离器导向叶片。上述零部件对耐磨钢板的硬度和耐磨强度没太高的要求,可以用材质为NM360/400厚度6-10mm的耐磨钢板
煤场:送料槽及漏斗内衬,料斗衬套,风机叶片,推料机底板,旋风收尘器、焦炭导向器衬板,球磨机内衬,钻头稳定器,螺旋加料器料钟及基座,揉捏机铲斗内衬,环形送料器、翻斗车底板。煤场作业环境恶劣,对耐磨钢板的耐腐蚀性和耐磨强度有一定的要求,使用材质为NM400/450 HARDOX400厚度8-26mm的耐磨钢板。

涌华金属科技有限公司从 新疆克拉玛依耐厚板产品选料到产品出厂入库封存每一个细节保持较高水准的操作守则,确保产品从出库到厂房的无损性,保质性,以及合格性。

