


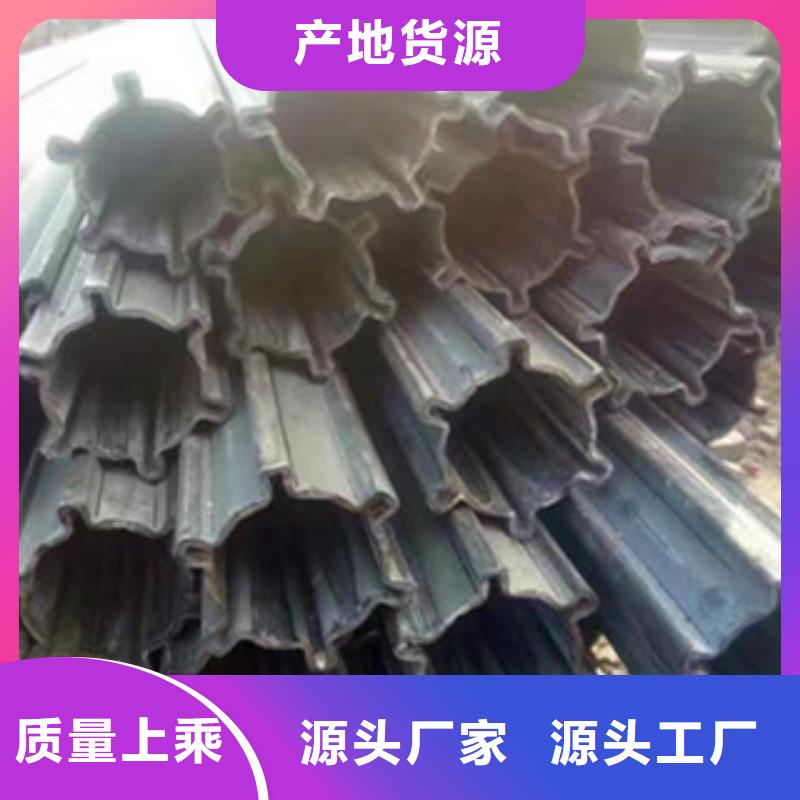
我们为您呈现的花键管规格型号齐全产品视频,是为了让您更好地体验产品的各项功能和特点。请您抽空观看,一定会为您带来惊喜。
以下是:花键管规格型号齐全的图文介绍

万盛达钢铁有限公司
出众的品质合理的价格让您买的舒心用着安心
OUTSTANDING QUALITY AND REASONABLE PRICE MAKE YOUR PURCHASE COMFORTABLE AND SAFE TO USE
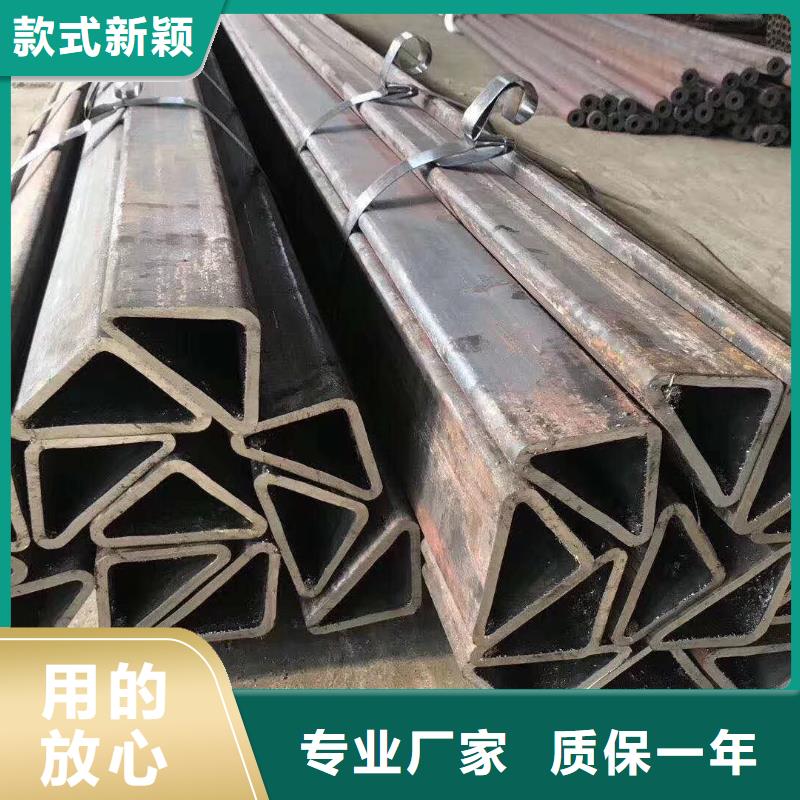
抚顺消防镀锌无缝管的详细介绍
专业公司实力厂家

万盛达钢铁有限公司是集生产,销售售后于一体的厂家。
主要生产产品: 辽宁抚顺消防镀锌无缝管、镀锌管、镀锌带方管、冷镀锌管厂家公司拥有专业管理人员,建立了完善、规范的质量管理体系和环境管理体系,凭借“规范的管理,良好的信誉,的产品,专业的技术,高品质的施工质量,完善的售后服务”赢得广大客户的信赖。
公司一贯坚持“德为做人之根,质为立业之本”的宗旨,坚持“客户di yi”的原则为广大客户提供优质的产品,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国。欢迎各界朋友莅临参观、指导和业务洽谈。双赢合作,共同发展!




自有厂家多年抚顺消防镀锌无缝管经验质量值得信赖

品质源于细节
抚顺消防镀锌无缝管品质优良贴心服务用质量打造市场口碑

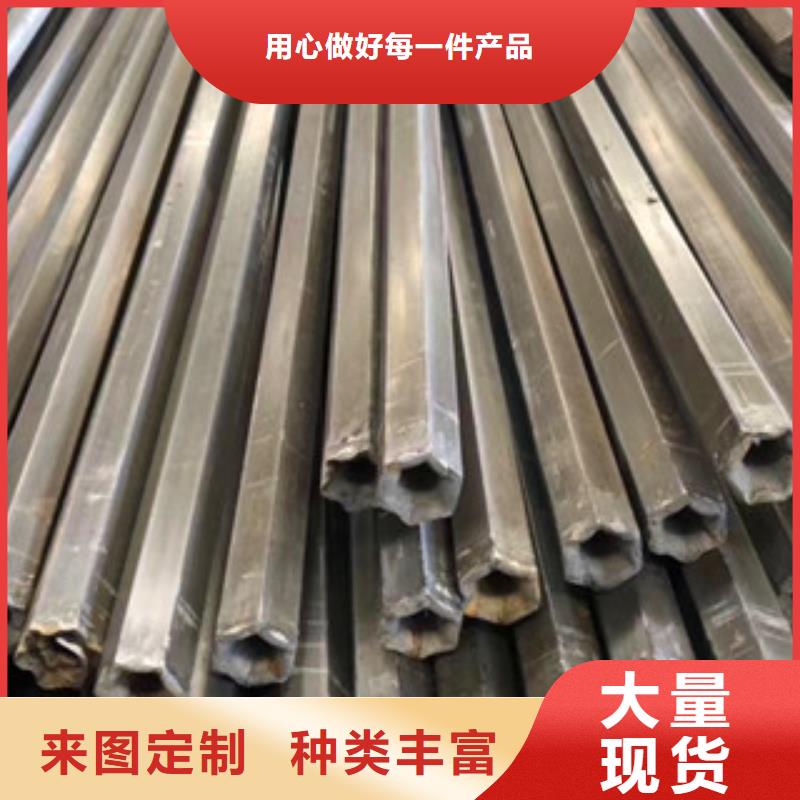
规格种类多样抚顺消防镀锌无缝管可根据需求定制



# 防止异型管转炉喷溅的六个方法:异型管转炉喷溅产生的原因有以下三个:(一)当渣中TFe含量过低,熔渣粘稠,熔池被氧流吹开后熔渣不能及时返回覆盖液面,CO气体的排出带着金属液滴飞出炉口,形成金属喷溅。熔渣返干也会产生金属喷溅。可见,形成金属喷溅的一些原因与发性喷溅正好相反。(二)熔池内碳氧反应不均衡发展,瞬时产生大量的CO气体,这是发生发性喷溅的根本原因。由于操作上的原因,熔池骤然受到冷却,抑制了正在激烈进行的碳氧反应;当熔池温度再度升高到一定程度,碳氧反应重新以更猛烈的速度进行,瞬间排出大量具有巨大能量的CO气体从炉口排出,同时还挟带着一定量的钢水和熔渣,形成了较大的喷溅。(三)除了碳的氧化不均衡外,还有如炉容比、渣量、炉渣泡沫化程度等因素也会引起喷溅。在铁水Si、P含量较高时,渣中SiO2、P2O5含量也高,渣量较大再加上熔渣中TFe含量较高,其表面张力降低,阻碍着CO气体通畅排出,因而渣层膨胀增厚,严重时能够上涨到炉口。此时只要有一个不大的推力,熔渣就会从炉口喷出,熔渣所夹带的金属液也随之而出,形成喷溅。同时泡沫渣对熔池液面覆盖良好,对气体的排出有阻碍作用。严重的泡沫渣可能导致炉口溢渣。 # 要防止异型管转炉喷溅的产生,需要采取以下方法:一、吹炼过程位控制的基本原则是继续化好渣、化透渣、快速脱碳、不喷溅、熔池均匀升温。吹炼中期的特点是强烈脱碳,在这个阶段中,不仅吹入的氧气全部用于碳的氧化,而且渣中的氧化铁也大量被消耗,流动性下降,出现返干现象,影响硫、磷的去除甚至于发生回磷现象,喷溅也严重。为了防止异型管中期炉渣返干,应该适当提。二、保持合理的炉型是在现有技术和设备条件下控制喷溅有效的方法,如应有适当的高度和液面,根据冶炼钢种采取合适的底吹模式,如果发现上涨较高,要及时采取措施进行处理,处理操作应采取勤、轻处理原则。三、做好热平衡,力求做到热量略富裕,这样既能保住终点碳,又不因为热量太富裕冷却料用量大喷溅难控制。还可以采用留渣操作,溅渣护炉时不要把炉渣溅干,在炉内留部分炉渣,剩余的炉渣在下炉吹炼时有利于前期快速成渣,同时减少了冷却剂的加入量和炉渣的泡沫化程度,并将泡沫化高峰前移,从而达到控制异型管转炉喷溅的目的,在炉渣严重泡沫化时,短时间提高位,使氧超过泡沫的熔池面,用氧气射流的冲击破坏泡沫,减少喷溅。四、在某种程度上复吹转炉炼钢的氧操作主要是通过位的变化来调节和控制炉渣中有合适的(FeO)含量,以满足吹炼过程各期的需要。如果(FeO)控制不当,会给吹炼带来困难,因此控制喷溅的关键就是要控制吹炼位。五、正确地控制前期温度,如果前期温度低,炉渣中积累起大量的氧化铁,随后在元素氧化,熔池被加热时,往往突然引起碳的激烈氧化,容易造成发性喷溅。在炉温很高时,可以在提的同时适当加一些石灰,稠化熔渣,有时对抑制喷溅也有些作用,但加入量不宜过多,加入的石灰化完后,如果不继续加人石灰就应当适当降,以免在硅锰氧化结束和熔池温度升高后强烈脱碳时发生严重喷溅。六、后期的任务是进一步调整好炉渣的氧化性和流动性,继续去除硫、磷使熔池异型管钢液成分和温度均匀,稳定火焰,便于准确地控制终点,压速度要缓慢,切忌过快,否则会引起喷溅。冶炼低碳钢,很多采用的是增碳法,所以后期非常注意加强熔池搅拌以加速后期脱碳,均匀熔池的温度和成分。为此在过程化渣不太好,或者中期炉渣返干较严重时,后期应首先适当提化渣。而在接近终点时,再适当降,以加强熔池搅拌,使熔池的温度和成分均匀化,提高金属和合金收得率并减轻对炉衬的侵蚀。 # 浅析固渣护炉的具体操作步骤:传统转炉主要的护炉方法以补炉、喷补及溅渣护炉为主。护炉成本较高,护炉效果不佳,无法确保转炉炉型的稳定运行,且每次补炉需要安排较长时间,影响转炉作业率,增加了生产组织的难度。同时溅渣护炉由于过程控制存在波动及阶段生产节奏紧张造成溅渣时间不足,护炉效果较差。而采取固渣护炉的方法可以节约静态护炉时间,有效保证静态护炉效果。还可以通过稳定转炉入炉条件,提高转炉终点控制及一次拉碳率,巩固过程护炉效果。而且通过确保良好的终渣状态溅渣护炉效果,大幅度降低转炉护炉成本及炉龄,提高转炉作业率。 #



