
想要更直观地了解720*25丁字焊厚壁卷筒厂45#350*25厚壁钢板卷圆20#550*15钢板公路排水卷圆厂产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
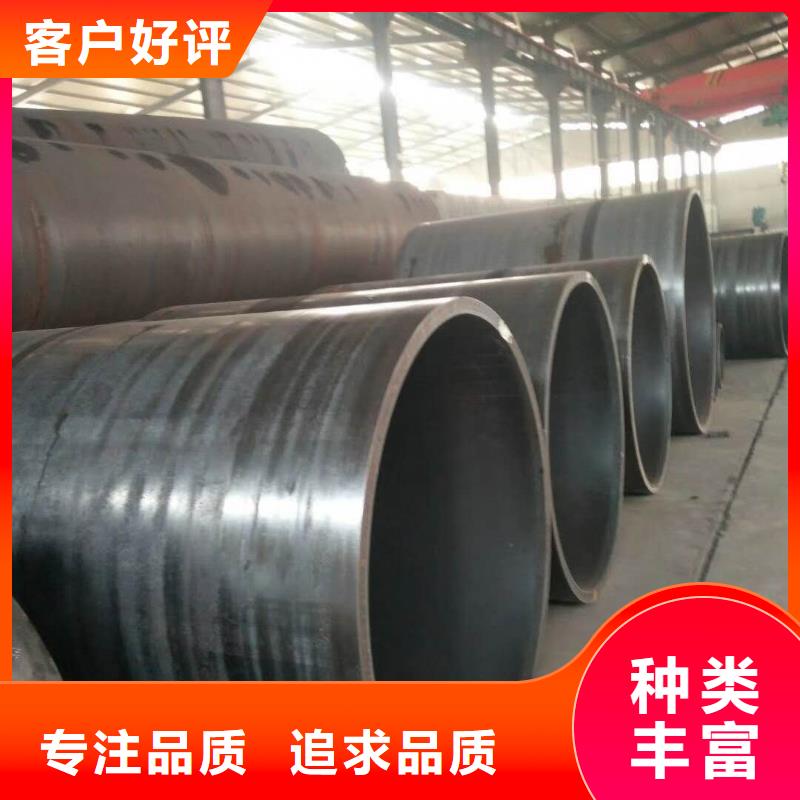
以下是:720*25丁字焊厚壁卷筒厂45#350*25厚壁钢板卷圆20#550*15钢板公路排水卷圆厂的图文介绍
山特金属制品有限公司恪守以人为本、尊重知识、尊重个性的管理理念;倡导创新精神和团队合作精神;实施科技为本、发展实业的经营战略;坚持诚实信用、互利互惠的经营原则;树立企业在 辽宁沈阳滤水管竞争中生存,在竞争中发展的市场意识。


焊接方法分类 螺旋焊接钢管 螺旋焊接钢管 按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。 电焊钢管:用于石油钻采和机械制造业等。 炉焊管:可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。按焊缝形状分类可分为直缝焊管和螺旋焊管 直缝焊管阳春直缝钢板卷管加工厂家 生产工艺简单,生产效率高,成本低,发展较快。 螺旋焊管 强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。



首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。


厚壁钢板卷管锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. :大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图



钢板卷管在生产过程中由于受到滚压、拉伸和焊接时的高温影响,材料的组织、机械性能都会发生变化,严重的影响管材的品质,这些变化主要有:冷作硬化现象,即晶体中一列或若于列原子发生有规律的错排,晶格发生畸变,形成一个应力集中区,这种现象也称位错。因为高温和冷却不匀产生焊接应力和在原有单一奥氏体组织中产生铁素体,出现碳化物等不均匀组织,为提高生产效率,确保卷管表面光亮,残余应力,获得单一的奥氏体组织,生产高品质卷管,必须实施在线光亮固溶处理方法。
