
联系我们

- SBR工艺一体化设备厂家
- 敦化手摇密集柜精细到位
- 65mn钢板品质卓越
- 34crni3mo、34crnimo6、35crmov、37simn2mov、40crnimoa、45crnimova厂家直销
- 20cr2ni4a、20crni3a、20crnimo、20crmnmo、30crnimo8、25cr2mov、30crmnsia、量大优惠
- 不锈钢/碳素钢复合管定做
- 放射防护铅板x射线防护门
- 铅板多少钱牙科室铅门
- 公园塑胶跑道哪里买
- 山东34crni3mo、34crnimo6、35crmov、37simn2mov、40crnimoa、45crnimova量大优惠
- 彩钢雨水管现货价格
- 智能自动亮化候车亭来图定制
- 校园校车巴士候车亭按需定制
- 宣传栏校园宣传栏用心服务
- 候车亭校园阅报栏专业按需定制
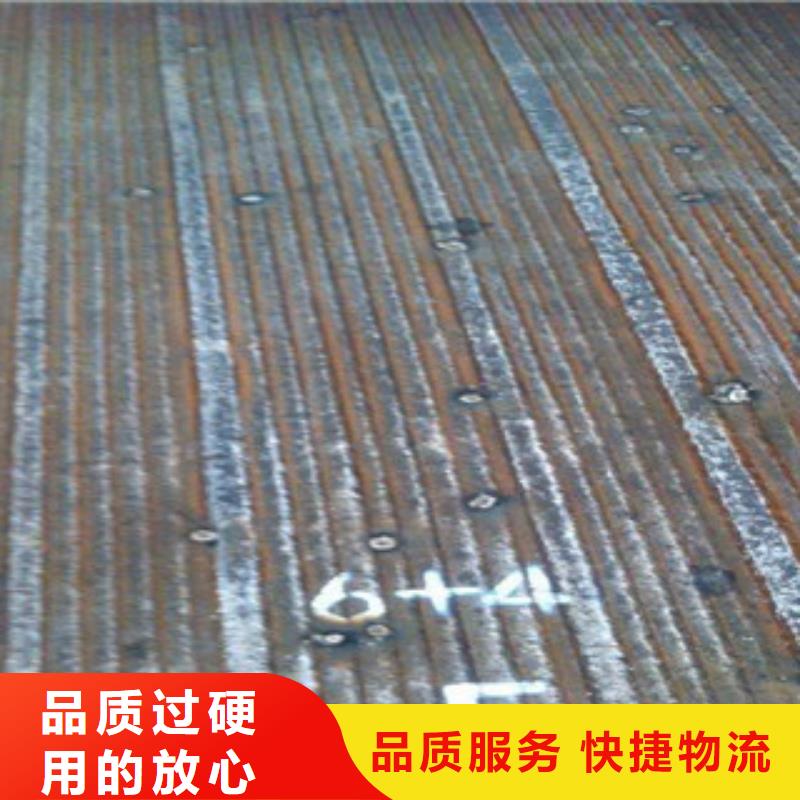
12加4复合耐磨板价格
更新时间:2024-12-27 15:48:10 浏览次数:2 公司名称:天津 鑫铭万通商贸有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3100 |
| 发货期限 | 含运费 |
| 供货总量 | 1800吨 |
| 运费说明 | 3天内 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |

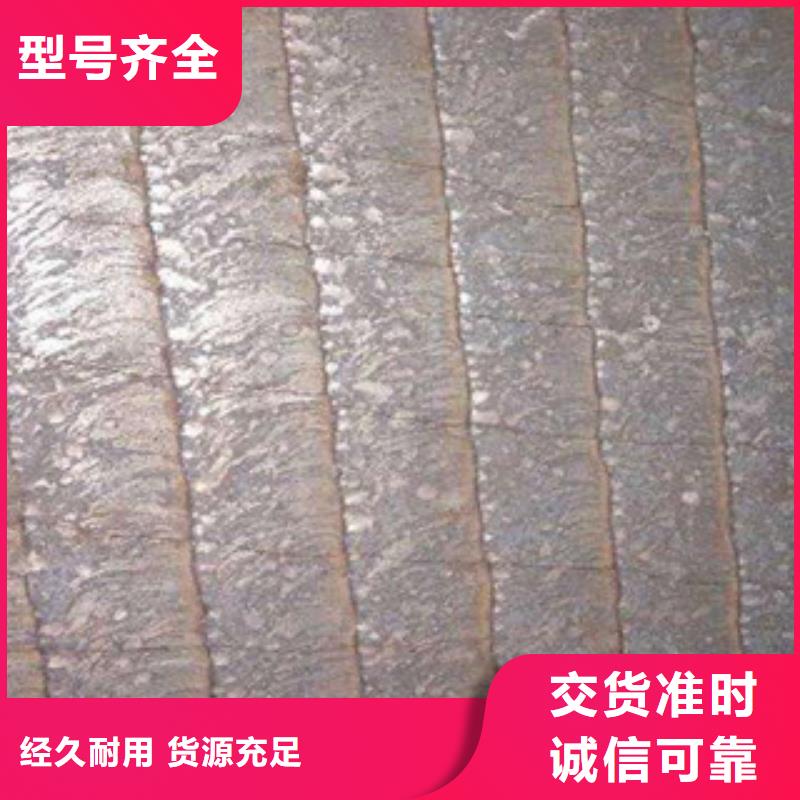
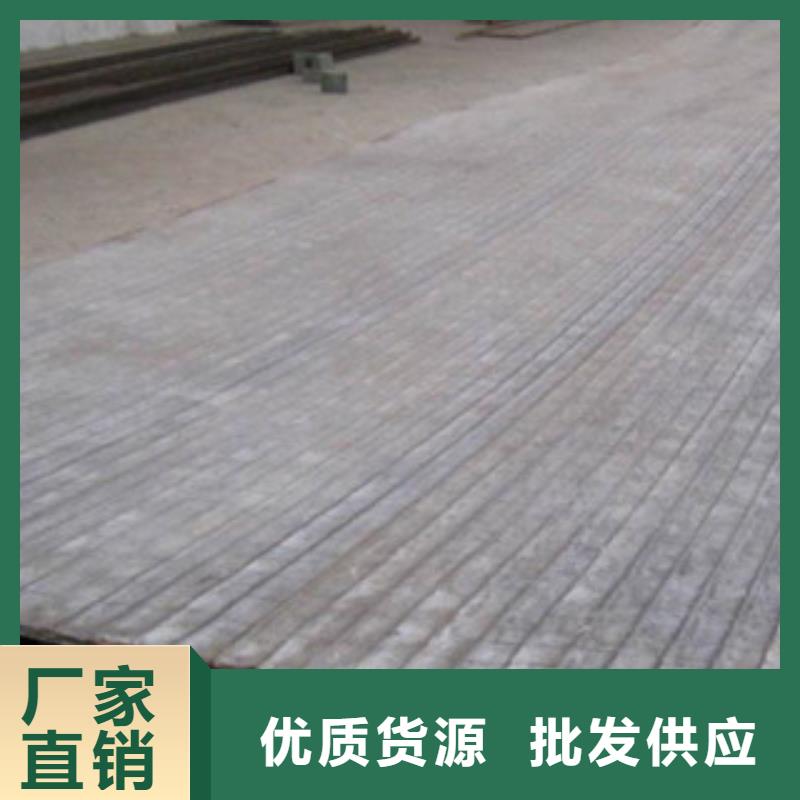


不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。



鑫铭万通商贸有限公司为您提供的 湖南锅炉管一站式服务包含设计、生产、安装,秉承以客户为中心的服务理念,用心去感受客户需求,公司主营 湖南锅炉管,为客户提供优质的产品、良好的技术支持、健全的售后服务以及真诚的态度均得到新老客户的一致好评。公司组织机构健全且拥有一批经验丰富、高素质、率的员工队伍,如果您对我公司的 湖南锅炉管产品服务有兴趣,请在线留言或者来电咨询。


(4)严防碳钢或低合金钢焊条焊接在高硬度双金属复合耐磨钢板上或过渡层焊条焊在复层面上。
(5)焊接过渡层时,为减小稀释率,在保证焊透的条件下,应尽可能采用小直径焊条,高硬度双金属复合耐磨钢板并采用小规范反极性进行直道焊,以降低基层对过渡层焊缝的稀释。
(6)焊接的关键是提高焊缝一次合格率,减少返修次数。因为焊接接头的高硬度双金属复合耐磨钢板组织和性能十分不均匀,焊缝返修时经常产生热裂纹。
(7)不锈钢设备接触介质的一面焊缝应尽可能 焊接。
(8)严格控制不锈钢表面机械损伤和飞溅物。



双金属复合衬板的焊缝余高控制
主要阐述了控制输送用埋弧焊双金属复合衬板内、外焊缝余高的重要性。焊缝的余高大,则焊缝的应力集中系数大,容易形成应力腐蚀裂纹。外焊缝余高大,不利于防腐;内焊缝余高大,将会增加输送介质的能源损失等。
埋弧焊双金属复合衬板对焊接质量的评价,首先是看内、外焊缝的余高及其形状控制得好不好,焊缝流线是否规整。焊缝余高大且不是圆滑过渡过,则焊缝焊趾部位的应力集大系数大,对抗SCC不利。此外,外焊缝余高大,会给管子的陈记腐作业增加难道,成本增高;内焊的余高大,则对管道输送介质的摩擦阻力大,管输耗能也就大。因此,在生产埋弧双金属复合衬板时,必须控制内、外焊缝的余高。API 5L 标准中规定的焊缝余高只是 标准,而油气输送管线和海洋用管均将焊缝余高控制在2.5mm以下。
