

我们精心制作的精密光亮铜管材质全产品视频已经准备就绪,【解锁新品!】精密光亮铜管材质全产品视频,带你穿越新品体验之旅!
以下是:精密光亮铜管材质全的图文介绍
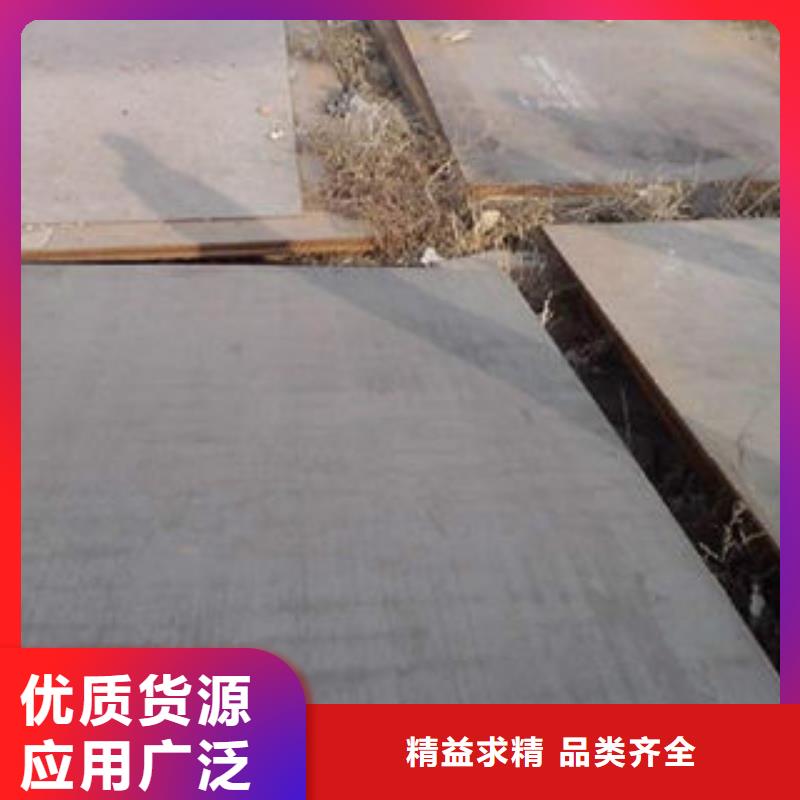
九晨钢铁制造有限公司为解决客户的后顾之忧与生产中所遇到的难题,公司成立了【黑龙江齐齐哈尔异型管】售后服务中心,有受过专业培训的工程师随时为客户提供服务。公司还成立了【黑龙江齐齐哈尔异型管】技术培训中心,可对新客户在设备的操作、工艺调配、设备故障的排除等方面进行系统的培训,达到买即能用,用就能出优良的【黑龙江齐齐哈尔异型管】产品,为客户回报丰厚的利润。



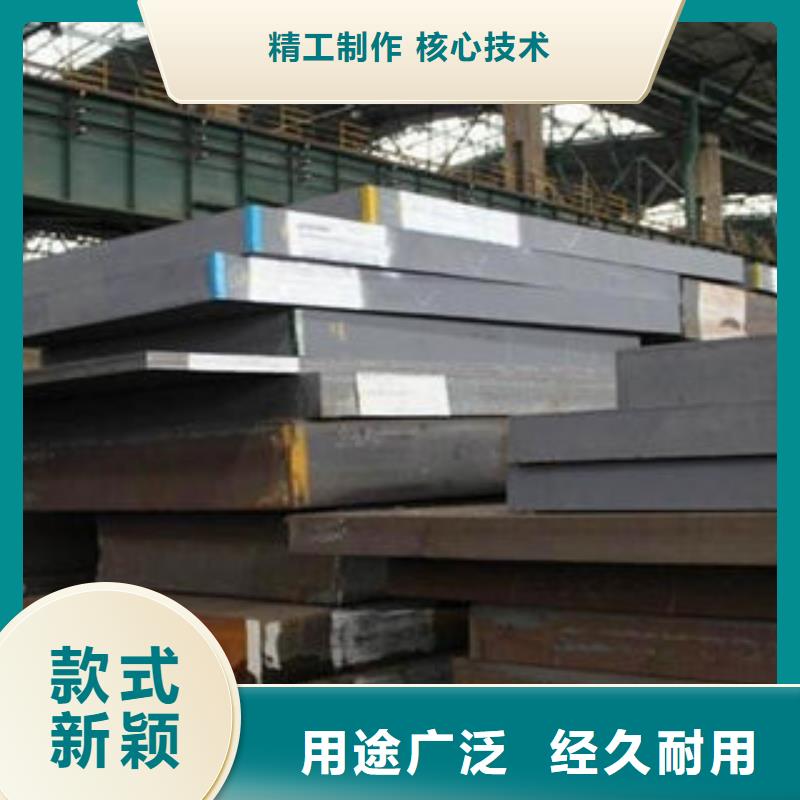
耐磨衬板的合金经热处理后组织均匀,析出相数量增多且更加细小弥散;热处理后合金硬度和抗压强度降低、相对压缩率增加、塑性改善,其综合力学性能;热处理后合金的电化学腐蚀极化曲线特征值发生显著变化,Icrit和钝化电流显著增大,击穿电位Eb增加,表明合金耐腐蚀性能增强。 硬度测试、压缩试验及电化学腐蚀等,研究热处理对耐磨衬板材料的金相组织和性能的影响。采用电子束熔化焊、电子束熔-钎焊和电子束阻隔熔化焊方法来实现耐磨衬板与异种金属之间的连接。研究发现耐磨衬板连接界面处产生的脆性金属间化合物是影响接头性能的关键因素。 采用电子束直接熔化焊时,接头界面会产生贯穿性裂纹导致焊缝直接断裂。电子束熔-钎焊中利用熔化的不锈钢润湿未熔化的合金母材,有效控制了液-固界面反应,实现冶金结合。在耐磨衬板的合金与反应区形成厚度20m的扩散层,在接头中未发现有金属间化合物相的产生。 电子束熔钎焊接头的抗拉强度达到200MPa。当Ti质量分数由0增加至0.28%~0.38%范围内时,夹杂物得到有效细化,尺寸小于2m的夹杂物比例大幅度,促进了针状铁素的形核。当Ti过量时,小于2m的夹杂物比例迅速降低,贝氏体转变成为主导。



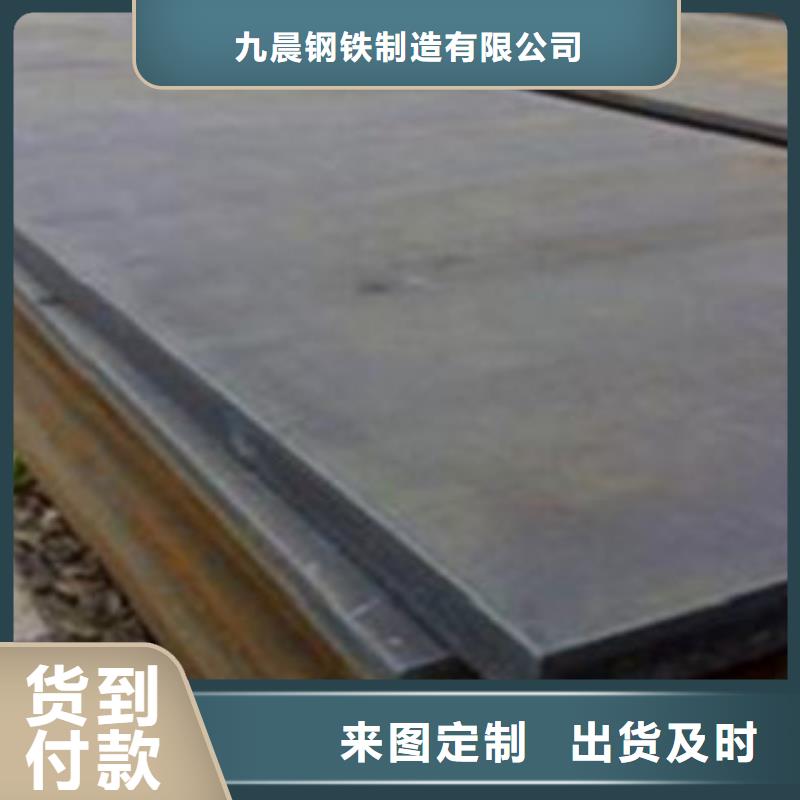
焊剂应具有良好的焊接工艺性能在规定的参数下进行焊接,焊接双金属耐磨板的过程中应保证电弧燃烧,熔合良好,过渡平滑,焊缝成形好,脱渣容易。焊剂应具有较低的含水量和良好的抗潮性出厂焊剂中含水质量分数不得大于0.28%。 焊剂在温度250℃、相对湿度70%的环境条件下,放置24h,吸潮率不应大于0.15%。控制焊剂中机械夹杂物焊剂中碳粒、铁屑、原料颗粒及其他夹杂物的质量分数不应大于0.35%,其中碳粒与铁合金凝珠的质量分数不应大于0.28%。 焊剂应有较低的硫、磷含量焊剂中硫、磷的质量分数一般为S0.066%,P0.085%。焊剂应有一定的颗粒度焊剂的粒度一般分为两种,一种是普通粒度,为5-0.45mm(8-40目);另一种是细粒度,为18-0.28mm(14-60目)。 组织与性能特点Cr13型和马氏体耐磨衬板,一般经调质热处理,金相组织为马氏体,随回火温度的不同,马氏体的强度、硬度及塑性可在较大范围内,以满足不同使用性能的要求。对于低碳、超低碳马氏体耐磨衬板以及超级马氏体耐磨衬板,经淬火和一次回火或二次回处理后,金相组织为低碳马氏体+逆变奥氏体复合相同组织。


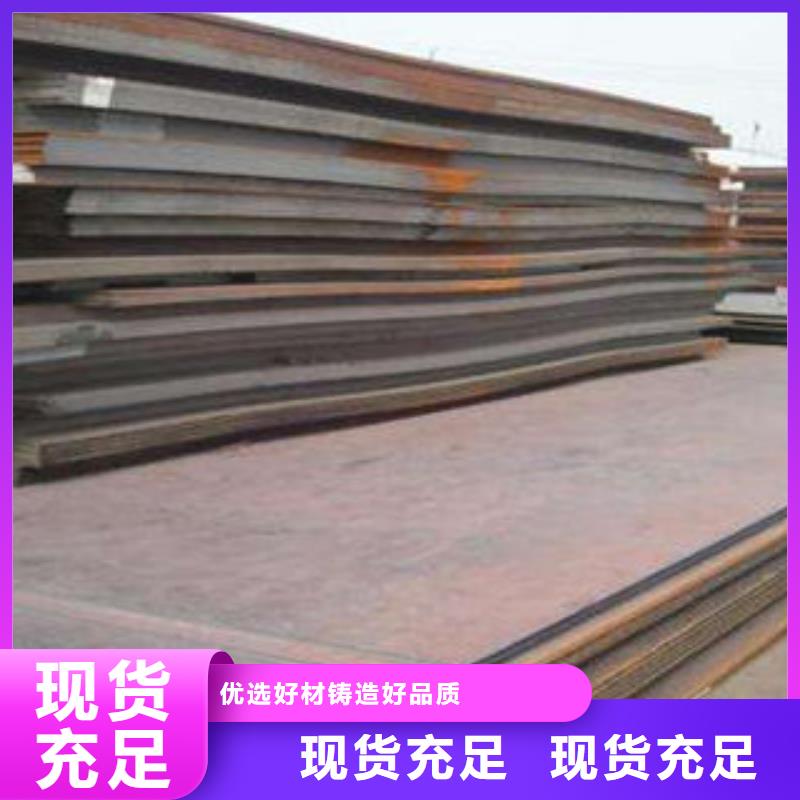
耐磨衬板如今已经广泛应用与工程机械、矿山机械、煤矿机械、环保机械、冶金机械等产品零部件。挖掘机、装载机、推土机铲斗板、刃板、侧刃板、刀片。破碎机衬板、叶片。那么耐磨衬板在使用中有什么需要注意的呢。下面鑫州为大家具体介绍下吧!耐磨衬板焊后的硬化性较大,钢板表面容易产生裂纹。 若采用同类型的耐磨焊条(7)焊接,必须进行350℃以上的预热和焊后750℃左右的缓冷处理。为改善耐蚀性能及焊接性而适当增加适量性元素Ti、Nb、Mo等,焊接性较普通钢板好一些。采用同类型的焊条(G30G307)焊接时,应进行200℃以上的预热和焊后800℃左右的回火处理。 耐磨衬板具有良好耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、机械制造。钢板焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。耐磨衬板具有一定的耐蚀、耐热和耐磨性能。通常用于电站、化工、石油等设备材料。 含0%C、5%Cr的双金属耐磨板问世以后,1913年美国纳入标准。目前,各国纳入标准的大部分双金属耐磨板均是在美标的基础上通过适当Mn、Si、Cr、Mo和Al元素含量发展起来的。对于它的热处理方法主要有:马氏体淬火、回火双金属耐磨板马氏体淬火工艺为:把钢板加热到830~880℃保温0.5~1h后,在油中进行淬火。



