



别再错过任何细节!花费一分钟观看新型阳台护栏售后无忧产品视频,让您的购买决策更加明智。
以下是:新型阳台护栏售后无忧的图文介绍


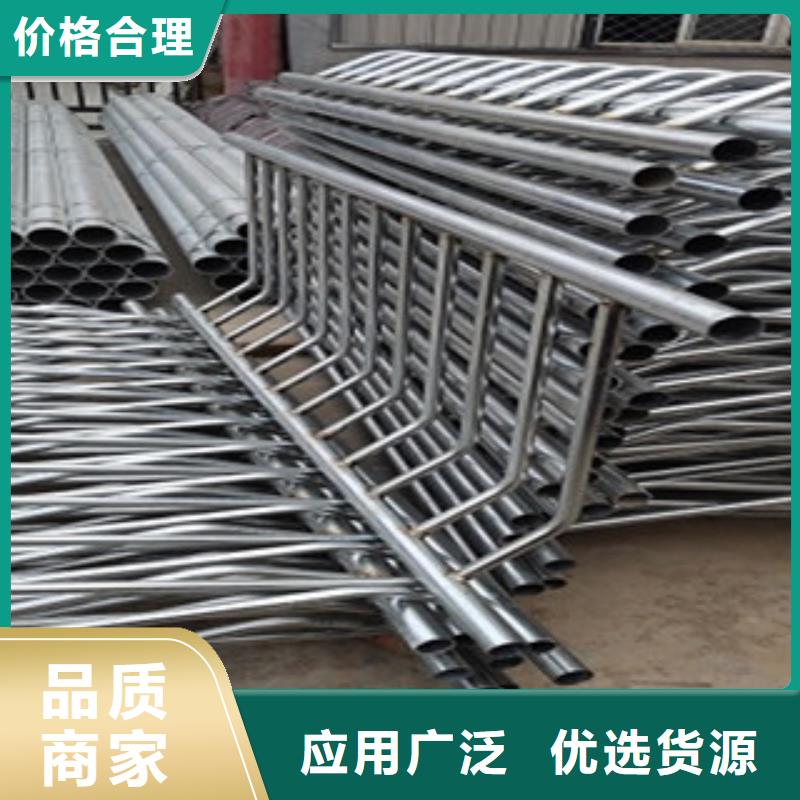
不锈钢桥(梁)栏杆施工注意的问题:护栏需使用钢模板,模板加工按机械制造的工艺进行,模板交角处采用倒圆角处理,使其平顺整洁,尺寸严格按设计要求制作。按照设计的要求合理设置断缝及诱导缝,模板拆除后应立即进行诱导缝的切割。浇筑到顶面时,应安排专人进行抹面修整处理,确保护栏成型后,顶面光洁,线形顺畅。护栏模板底砂浆找平层严禁侵入护栏混凝土,护栏施工完毕后予以。 不锈钢楼梯栏杆施工工艺,工程流程:安装预埋件放线安装立柱扶手与立柱连接打磨抛光安装预埋件(后加埋件):楼梯栏杆预埋件的安装只能采用后加埋件做法,其做法是采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定立柱固定点的位置,然后在楼梯地面上用冲击钻钻孔,再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。放线:由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。应保证不锈钢立柱全部座落在钢板上,并且四周能够焊接。



俊邦金属材料有限公司借助先进的加工设备与先进的技术,专业、的管理团队,坚持发挥团队粗神,合作共赢的理念,结合自产自销 安徽马鞍山304不锈钢复合管 的经营战略,让我们给客户提供的是价廉物美的 安徽马鞍山304不锈钢复合管 产品与服务! 欢迎广大新老客户光临惠顾,我们将竭诚为您服务!


由于复合钢管具有优良的综合性能,因此自20世纪60年代起,日、美、德、英和前苏联等都很重视复合钢管的开发及使用,从生产工艺、使用性能、检验方法等方面进行了大量的研究。目前双金属复合钢管的生产工艺已日趋完善,日本、美国、英国、瑞典、德国等处于好水平。复合管已经在腐蚀性较强的石油、石化企业、核工业以及医药、食品加工等领域获得广泛认同,也可通过内层复合耐磨金属,从而满足电厂粉煤、矿山矿粉和尾矿浆输送等高磨损工作环境的要求。而起步较晚,技术水平相对落后。 复合管是近10年发展较快的一种工程管道,品种、功能繁多,性能优越,形成了比较成熟的工艺技术,并且已经投产。主要的工艺方法很多比如热轧复合方法、热挤压复合法、铸造复合方法、爆炸焊接复合方法、组合式双金属复合管生产方法、激光包覆法等。在技术开发方面日本后来居上。据文献报道,日本在80年代初就陆续研制和开发了多种复合工艺。其中典型的热轧或热轧加冷成型工艺可以实现包覆材料与基材界面的冶金结合,质量优良。其产品广泛用于石油化工、化工行业、石油及天然气工业等。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。
