





文字或许能描绘钢筋锯床7分钟切一整捆钢筋产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
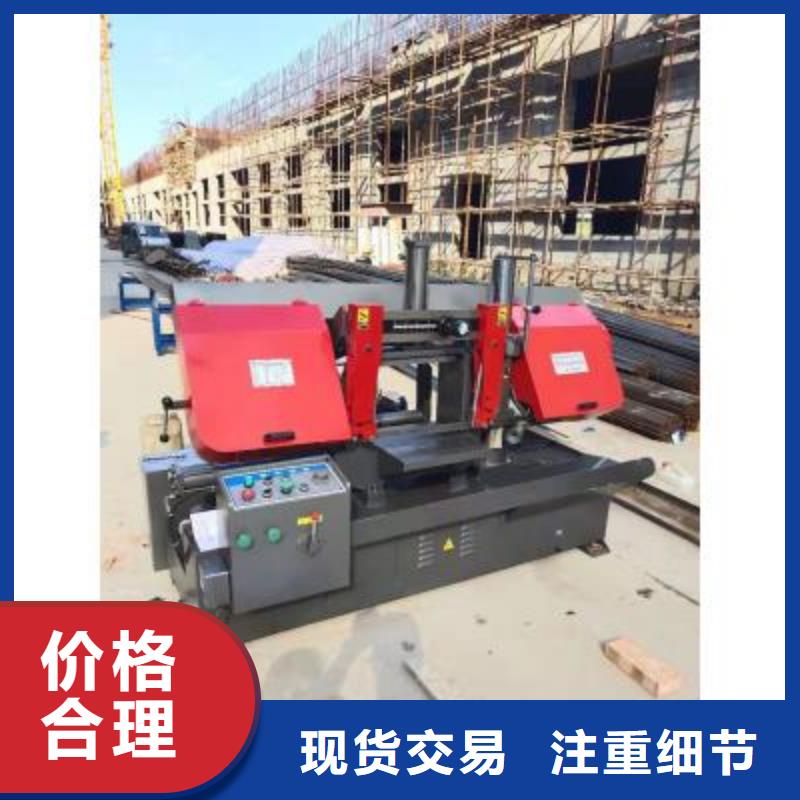
以下是:钢筋锯床7分钟切一整捆钢筋的图文介绍

建贸机械 有限公司自成立以来,一直专注于【内蒙古呼伦贝尔钢筋冷挤压机】,精品、创新是我们不断追求的目标。


打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整



带锯床的基本护理
带锯床测向导向轮及背压片,惯例不良,外表磨损,测向导向轮轴承及背压片不良,双金属带锯床生产厂家,都会致使带锯条破断,双金属带锯床价格,带锯条有擦痕,切断面起歪斜或不良。看笔直度,双金属带锯床报价,是不是与工作台笔直,上下不直,是不是与钳口笔直,摆布不直。
看驱动体系,皮带及塔轮带锯条运转速度不适宜,传动箱润滑油,传动箱噪音,过滤器等都会致使传动箱损坏。
看进给体系,进给率和进给压力过高进给力过大,双金属带锯床,过低切削缓慢看切屑铲除体系,钢丝刷和驱动机构,工作时切屑过多会致使锯条齿尖过早磨损或开裂。
锯条背部会出现裂纹故障表现:
刚买的带锯条经常性的断裂使生产跟不上,后来发现带锯条背部会出现许多小的裂纹,而每次的断裂都是在这些小裂纹上。


