
图文介绍虽好,但视频更能展现雨水管网HDPE双壁波纹管厂家专卖产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
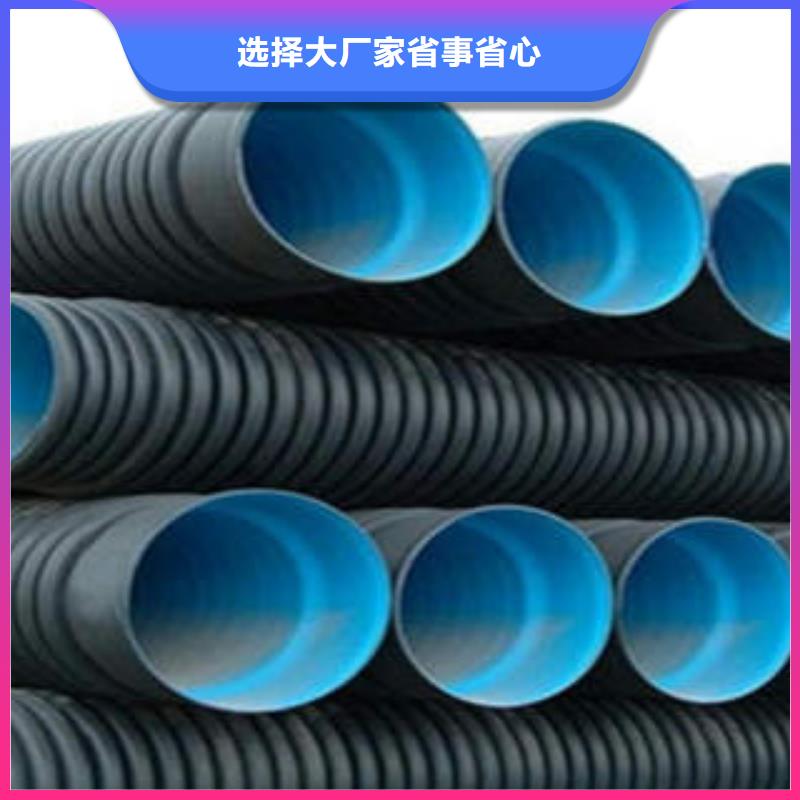
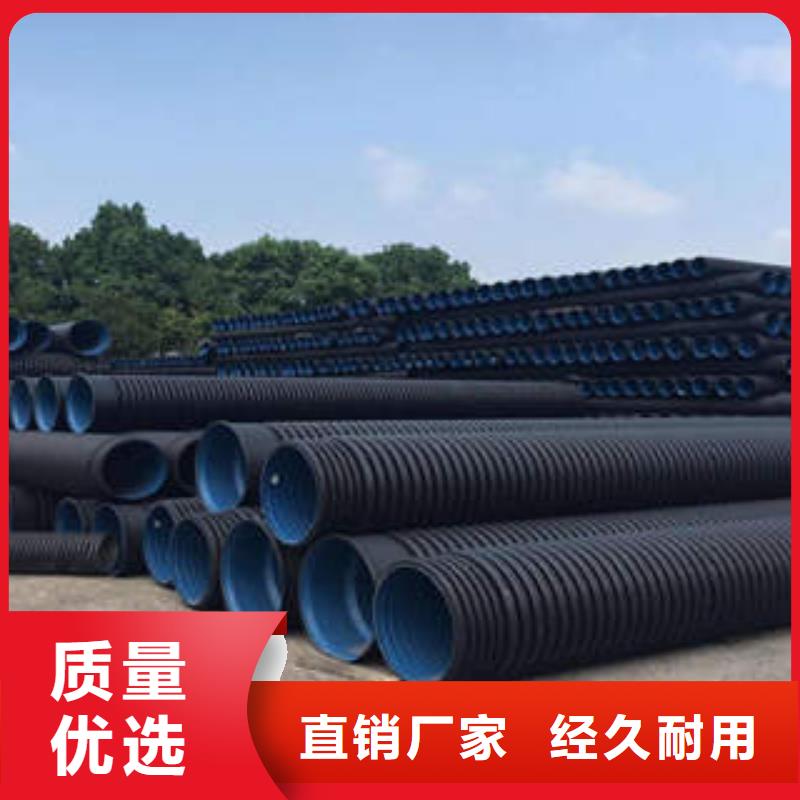
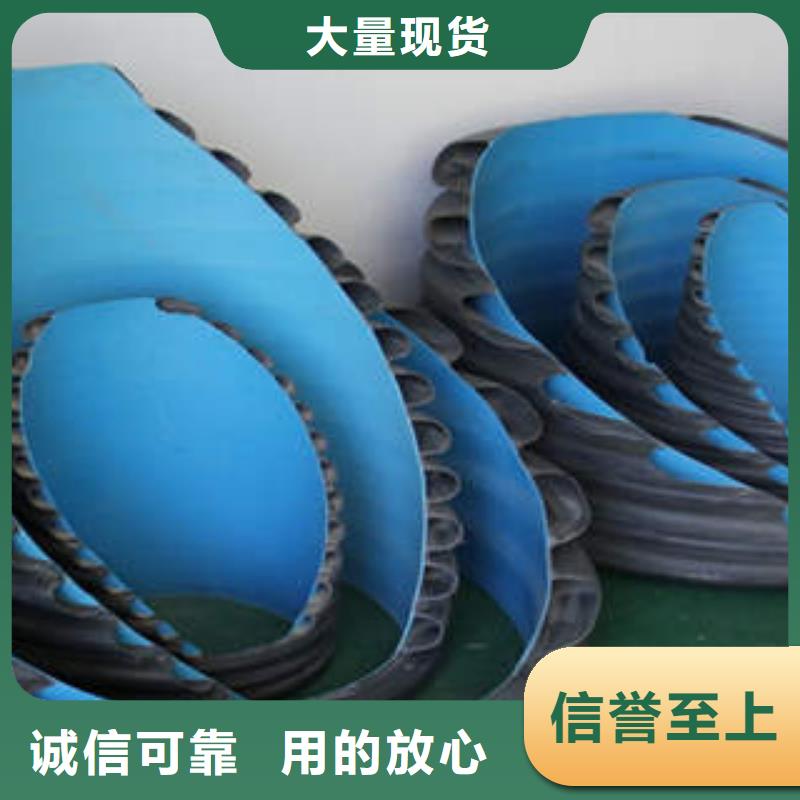
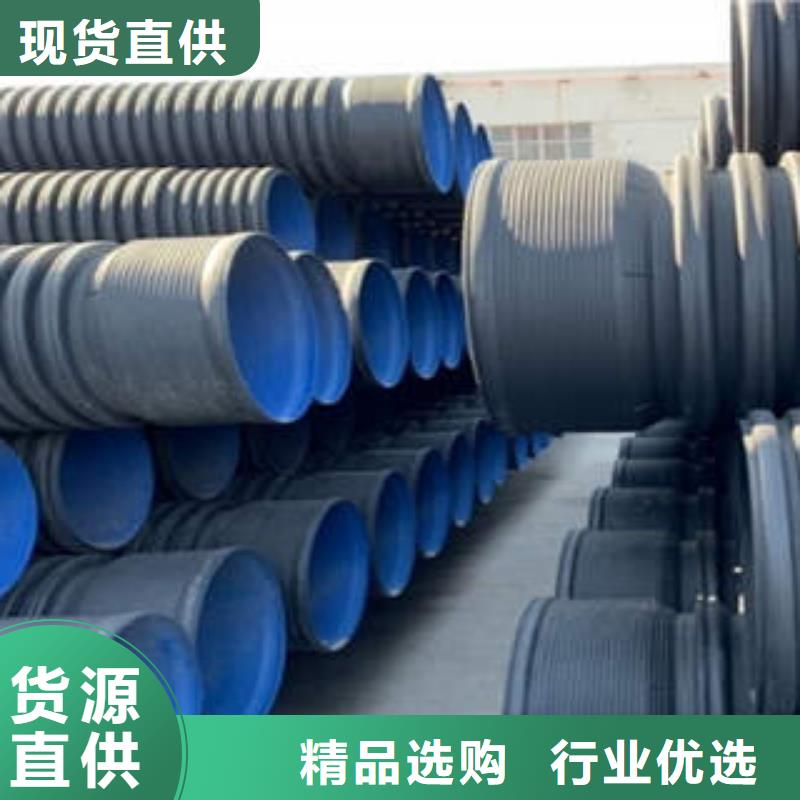
以下是:雨水管网HDPE双壁波纹管厂家专卖的图文介绍


润星电力管材有限公司目标:“为广大客户提供更多的 山西临汾PE钢带增强螺旋波纹管咨询平台和购买平台,让客户安心购买放心使用 山西临汾PE钢带增强螺旋波纹管”。 公司理念:“服务体现价值”。为客户提供良好的售前售后服务和保障,并以“客户的需要就是我们不断的追求”为基础。不断的完善,提高 山西临汾PE钢带增强螺旋波纹管产品质量以便更好的服务于客户。



公司主要产品有PE管材;PE塑料桶;橡胶树防雨帽系列产品;电缆填充绳;PVC黑膜;吸塑包装盒;PP快速连接管件;PE热熔管件;塑料大桶;香精桶;食品级包装桶;防雨帽;。做高品质塑胶产品的和实践者,愿与君合作共赢,共创美好明天。公司是UPVC管材、UPVC管件、阀门、环保型pvc排水管、耐压pvc排水管、CPVC管材、PVC-M等产品专业生产加工的公司,拥有完整、科学的质量管理体系。公司的诚、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。PVC管排水管是以卫生级聚氯乙烯(PVC)树脂为主要原料,加入适量的稳定剂、润滑剂、填充剂、增色剂等经塑料挤出机挤出成型和注塑机注塑成型。
HDPE双壁波纹管在发展在过程中,出现的一些问题,具体如下:问题之一,产能过剩,HDPE双壁波纹管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万t,至今年,生产厂家扩大到5000余家。产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE双壁波纹管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生性能的忧虑将促使行业进行转型。
成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。①熔融料温度偏低,原料塑化不,应适当提高机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。①成型管材用原料配方中碳酸钙加入比份过高或润滑剂的加入比份不合理,在原料中适当加入一些丙烯酸类树脂加工助剂,以提高熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定型后发脆,意塑化熔料的温度不要忽高忽低温度差过大。①成型模具内熔料温度偏低。应适当提高成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。②有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,①管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当提高模具内结构对熔料的压缩比。2)内模温度低,内芯模加热体、螺杆温度低,3)内模温度高、水温高,6)配方不合理或原辅材料不合格。重新检查原辅材料及调正配方体系中内外润滑剂比例。
HDPE双壁波纹管在发展在过程中,出现的一些问题,具体如下:问题之一,产能过剩,HDPE双壁波纹管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万t,至今年,生产厂家扩大到5000余家。产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE双壁波纹管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生性能的忧虑将促使行业进行转型。
成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。①熔融料温度偏低,原料塑化不,应适当提高机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。①成型管材用原料配方中碳酸钙加入比份过高或润滑剂的加入比份不合理,在原料中适当加入一些丙烯酸类树脂加工助剂,以提高熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定型后发脆,意塑化熔料的温度不要忽高忽低温度差过大。①成型模具内熔料温度偏低。应适当提高成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。②有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,①管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当提高模具内结构对熔料的压缩比。2)内模温度低,内芯模加热体、螺杆温度低,3)内模温度高、水温高,6)配方不合理或原辅材料不合格。重新检查原辅材料及调正配方体系中内外润滑剂比例。



PE聚乙烯,常用于给水管道,燃气管道,食品包装;pvc聚氯乙烯,常见室内厕所阳台下水管网。PE塑性好,价格高;pvc易脆,价格便宜。现有管道生产中:PE双壁波纹管道可 口径DN1000mm常见;PVC管道 DN500mm,且逐步退出市场,被PE波纹管替代。PE波纹管实施接桩操作时要注意新接桩节与原桩节的轴线一致,上面的泥土、油污、铁锈等要预先清刷干净。除了注意这一点外,还需要知道哪些标准范围的事项呢?PE波纹管上、下节桩拼接成整桩时,宜采用端板焊接连接或机械接头连接,接头连接强度应不小于管桩桩身强度。接桩时,PE波纹管入土部分管桩的桩头宜高出地面0.5m-1.0m。
PE波纹管下节桩的桩头处宜设导向箍,以便于上节桩就位。接桩时的上下节桩段应保持顺直,错位偏差不宜大于2mm。大家都知道PE其实就是聚乙烯塑料,这只是个总体的称呼,用其制作的PE波纹管性能稳定,受到了用户的赖,但是大家对它具体的材质类别了解多少呢?按合成方法的不同,可分为高压、中压、低压三种。高压PE波纹管,又称低密度聚乙烯,是轻的一种,分子中支链较多、结晶度较低。具有优良的电性能及耐化学性能和柔软性、透明性等。中压PE波纹管,又称高密度聚乙烯,分子中支链较少,结晶度高达90%,有良好的耐热性和机械性能,电性能及化学稳定性。低压PE波纹管,又称高密度聚乙烯,分子中支链较高压聚乙烯少。
接近或略高于中压聚乙烯,结晶度高达80%~90%,机械强度和硬度介于中、高压聚乙烯之间, 使用温度为100℃。耐寒性好、吸湿性小,有良好的绝缘性能。PE波纹管相对于其他类型管材,抗冲刷能力较强,能够承受较高的水压,所以很广泛的应用到了水处理行业中,这时候的使用准则是什么呢?PE波纹管经过水压测试后,由于水质的问题,需要对其采取相应的消毒措施,这样在正式使用的时候,就不用担心有细菌存在管道内,对人体造成影响。PE波纹管用于水处理行业前,需要使用消毒水浸泡24小时,以达到消毒的效果。而消毒水中 是含有不少于每毫升二百毫克的氯离子。浸泡好之后,要再进行反复冲洗,知道 水质达到水质管理部门要求为止。
对PE波纹管冲洗的时候,需避开用水高峰期,并使水流的速度保持在每秒一米的速度以上,并要连续的冲洗,直到出水口的色度和浊度是相同的程度。这样的冲洗才算结束, 需要相关部门的检测。PE波纹管用于水处理行业的要求是比较高的,需要做好各项检测工作,满足使用的标准,获得优质水质。PE波纹管是一种塑料管,主要是用PE材质制作而成的,所以说它的抗腐蚀能力更长一些,因此,它的使用时间长一些,它的加工方法有哪些呢?挤塑:在PE波纹管加工过程中,低的MI可获得适宜的熔体强度。更宽MWD品级更适于挤塑,因为它们具有更高的生产速度,较低的模口压力而且熔体断裂趋势减少。注塑:用途包括日用品和食品薄壁包装物;
有韧性、耐用的食品和涂料罐;高抗环境应力开裂应用。薄膜:PE波纹管加工一般用普通吹膜加工或平挤加工法。滚塑:采用这种加工法的材料一般被粉碎成粉末料,使其在热循环中熔融并流动。吹塑:吹塑品级的特性指标,与用于片材和热成型应用级相似,故相似品级可以采用。总之,PE波纹管的加工方法可以经过挤塑,注塑,薄膜,滚塑以及吹塑,这几种工艺可以为管材的使用寿命延长起到重要作用,是加工的时候所要经过的步骤。PE双壁波纹管由于自身独特性可用于农业灌溉领域,减少了作物大水漫灌引起的烂根、根等根系损伤状况,除此之外,减少劳动力的投入,PE双壁波纹管解决了作物供水时双劳力现象,可以一边供水一边操作。减少肥料的流失。
PE波纹管下节桩的桩头处宜设导向箍,以便于上节桩就位。接桩时的上下节桩段应保持顺直,错位偏差不宜大于2mm。大家都知道PE其实就是聚乙烯塑料,这只是个总体的称呼,用其制作的PE波纹管性能稳定,受到了用户的赖,但是大家对它具体的材质类别了解多少呢?按合成方法的不同,可分为高压、中压、低压三种。高压PE波纹管,又称低密度聚乙烯,是轻的一种,分子中支链较多、结晶度较低。具有优良的电性能及耐化学性能和柔软性、透明性等。中压PE波纹管,又称高密度聚乙烯,分子中支链较少,结晶度高达90%,有良好的耐热性和机械性能,电性能及化学稳定性。低压PE波纹管,又称高密度聚乙烯,分子中支链较高压聚乙烯少。
接近或略高于中压聚乙烯,结晶度高达80%~90%,机械强度和硬度介于中、高压聚乙烯之间, 使用温度为100℃。耐寒性好、吸湿性小,有良好的绝缘性能。PE波纹管相对于其他类型管材,抗冲刷能力较强,能够承受较高的水压,所以很广泛的应用到了水处理行业中,这时候的使用准则是什么呢?PE波纹管经过水压测试后,由于水质的问题,需要对其采取相应的消毒措施,这样在正式使用的时候,就不用担心有细菌存在管道内,对人体造成影响。PE波纹管用于水处理行业前,需要使用消毒水浸泡24小时,以达到消毒的效果。而消毒水中 是含有不少于每毫升二百毫克的氯离子。浸泡好之后,要再进行反复冲洗,知道 水质达到水质管理部门要求为止。
对PE波纹管冲洗的时候,需避开用水高峰期,并使水流的速度保持在每秒一米的速度以上,并要连续的冲洗,直到出水口的色度和浊度是相同的程度。这样的冲洗才算结束, 需要相关部门的检测。PE波纹管用于水处理行业的要求是比较高的,需要做好各项检测工作,满足使用的标准,获得优质水质。PE波纹管是一种塑料管,主要是用PE材质制作而成的,所以说它的抗腐蚀能力更长一些,因此,它的使用时间长一些,它的加工方法有哪些呢?挤塑:在PE波纹管加工过程中,低的MI可获得适宜的熔体强度。更宽MWD品级更适于挤塑,因为它们具有更高的生产速度,较低的模口压力而且熔体断裂趋势减少。注塑:用途包括日用品和食品薄壁包装物;
有韧性、耐用的食品和涂料罐;高抗环境应力开裂应用。薄膜:PE波纹管加工一般用普通吹膜加工或平挤加工法。滚塑:采用这种加工法的材料一般被粉碎成粉末料,使其在热循环中熔融并流动。吹塑:吹塑品级的特性指标,与用于片材和热成型应用级相似,故相似品级可以采用。总之,PE波纹管的加工方法可以经过挤塑,注塑,薄膜,滚塑以及吹塑,这几种工艺可以为管材的使用寿命延长起到重要作用,是加工的时候所要经过的步骤。PE双壁波纹管由于自身独特性可用于农业灌溉领域,减少了作物大水漫灌引起的烂根、根等根系损伤状况,除此之外,减少劳动力的投入,PE双壁波纹管解决了作物供水时双劳力现象,可以一边供水一边操作。减少肥料的流失。
